
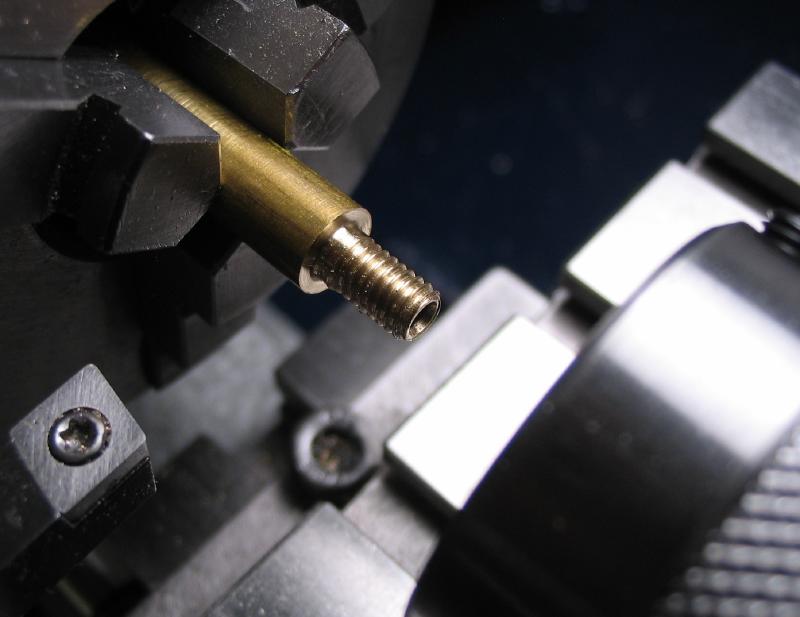
The handle is started from 1/4" free-machining brass rod. A length of approximately 7mm is turned to 4mm for threading M4x0.7mm.

The rod was center drilled (#1), and then drilled 1.90mm for a length of 15mm.


The hole was reamed to 2.0mm with a chucking reamer held in the tailstock.

Threaded with a die held in tailstock dieholder.
A length of about 20mm was lightly turned to present a fresh and true surface.

It was then parted off.

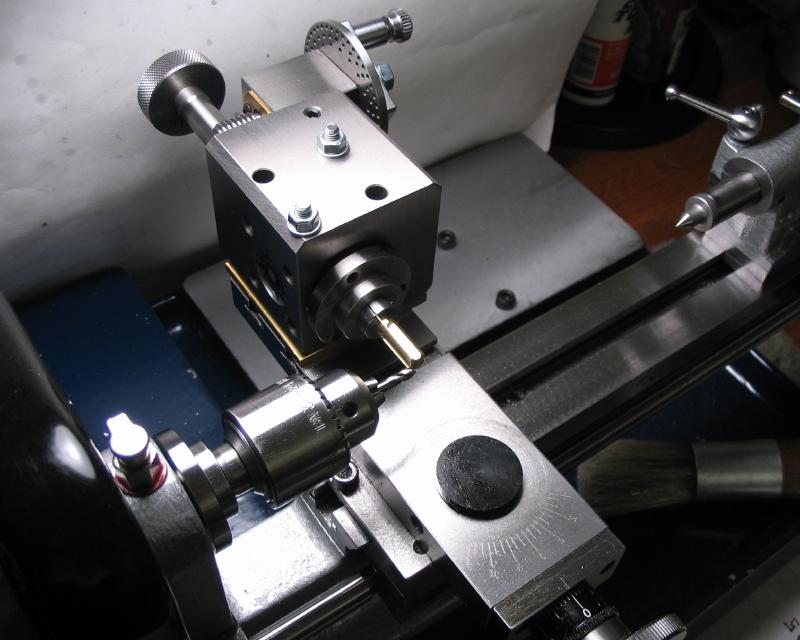
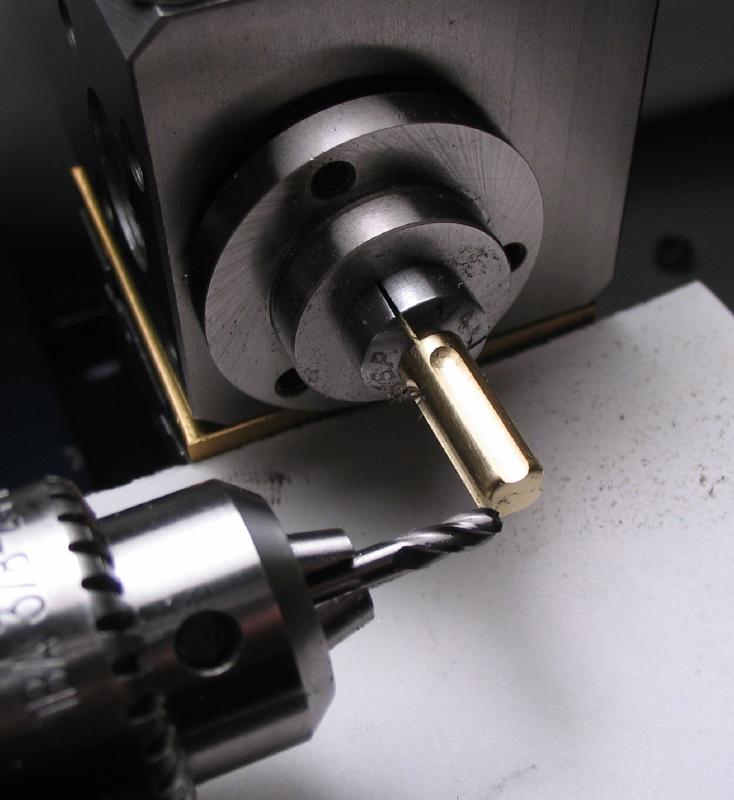
The dividing head was mounted on the lathe cross slide with the riser-plate to bring on center. The parted handle piece was reversed and held with a 1/4" collet. A 1/8" ball end mill (4-flute) was used to mill a 1.0mm deep trough for a length of 15mm. The dividing head was used to index for 4 positions.
|
|
|
|

|

|
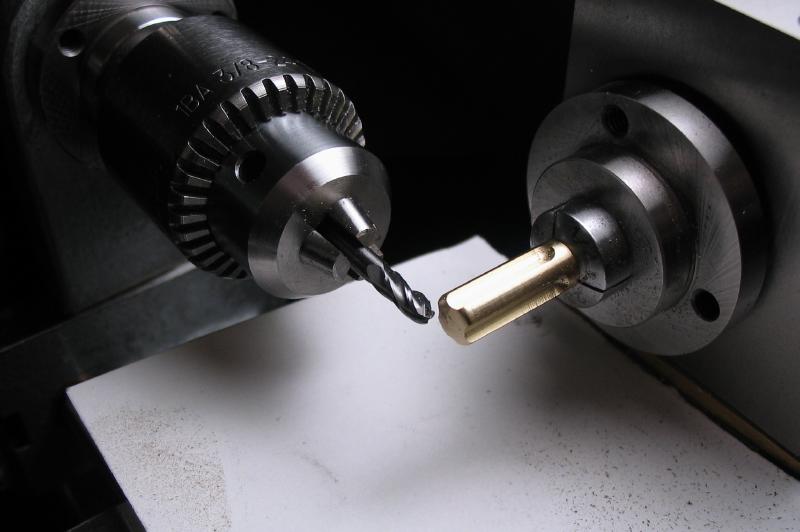
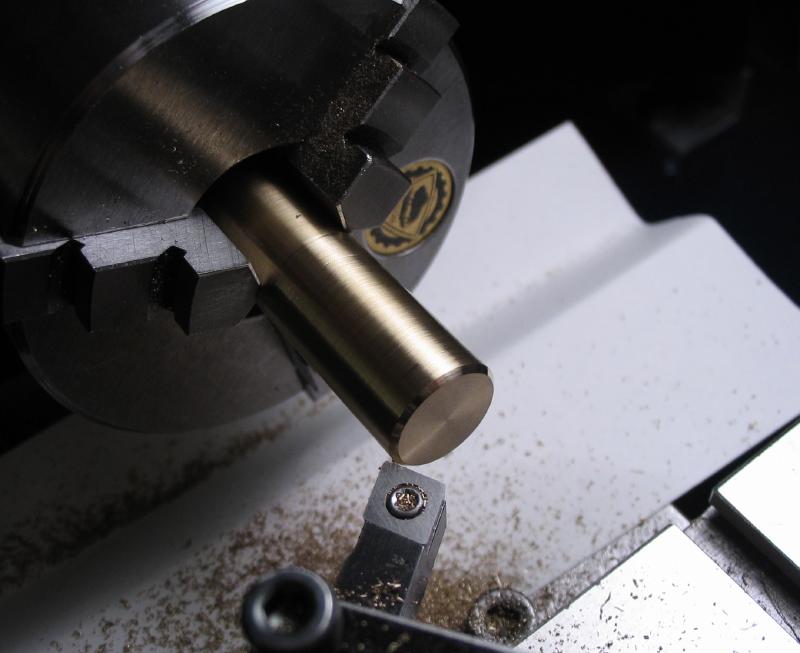
The tamper portion was made from 1/2" free-machining brass rod. A fresh surface was turned and the work reversed in the chuck and the surface repeated. The rod was spot drilled.

|

|
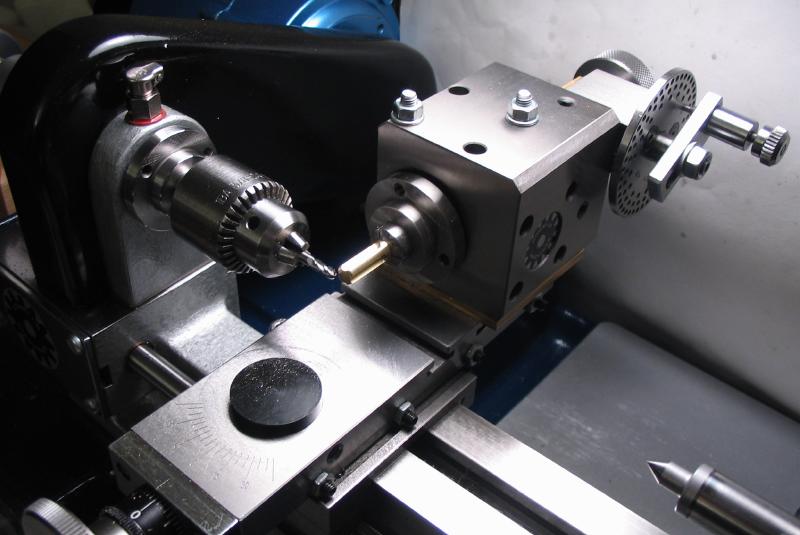
The rod was drilled to a depth of about 10mm with a 3.3mm drill., followed by a 1/8" drill to a depth of about 40mm (a longer 3.3mm drill could have been used to full depth, but mine is a stub length).

|

|
The hole is tapped M4x0.7 for a length of about 10mm with a taper tap followed by a plug tap to provide a complete thread to the stated depth.

Test fit the handle into the tamper. Also the diameter can be marked on the face of the tamper. The handle is removed and the end taper turned (25 degrees) to meet the handle diameter.

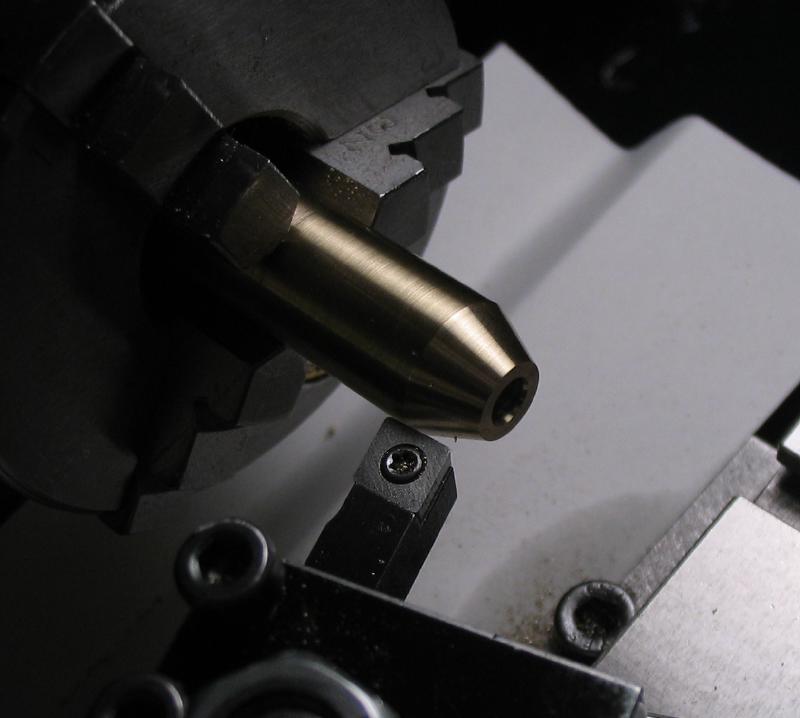
The tamper was reversed in the chuck and the end refaced and chamfered 45 degrees.
Again, the tamper is reversed and with tailstock center support, a decorative gripping area was cut using a 60 degree threading tool.

|

|


The handle was fitted with a 45mm length of 2mm O-1 tool steel rod.
The reamed hole provided a snug fit.

