
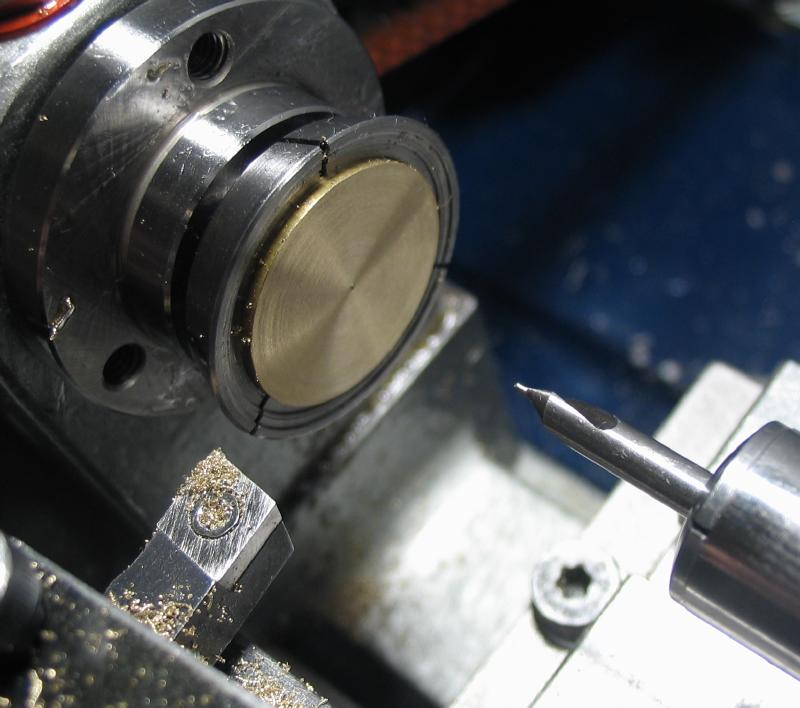
After making the necessary dividing plate, a 73 tooth wheel was made. It was started from 3/4" brass rod (360 grade). A disc was sawed off and held in a step collet to face both sides and bring it a little closer to the desired thickness. A small center mark was made with a countersink drill to assist in the next step.

|
|
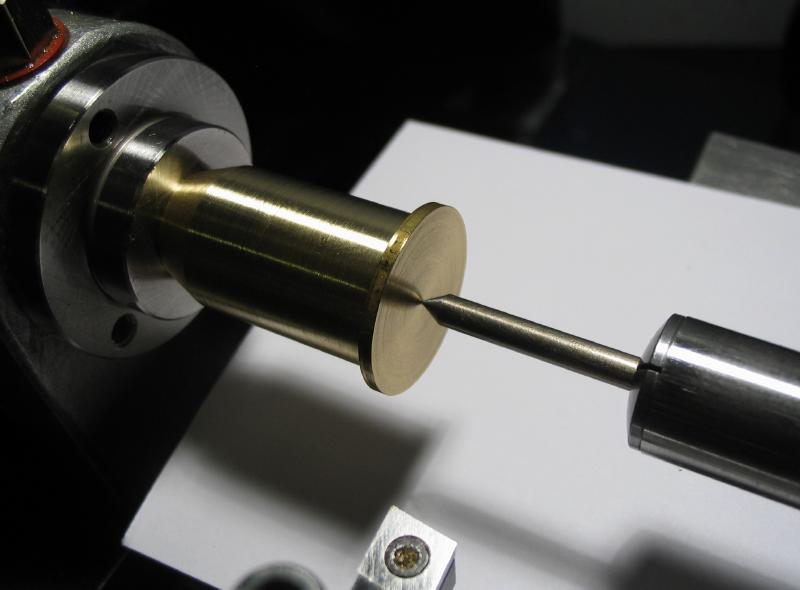
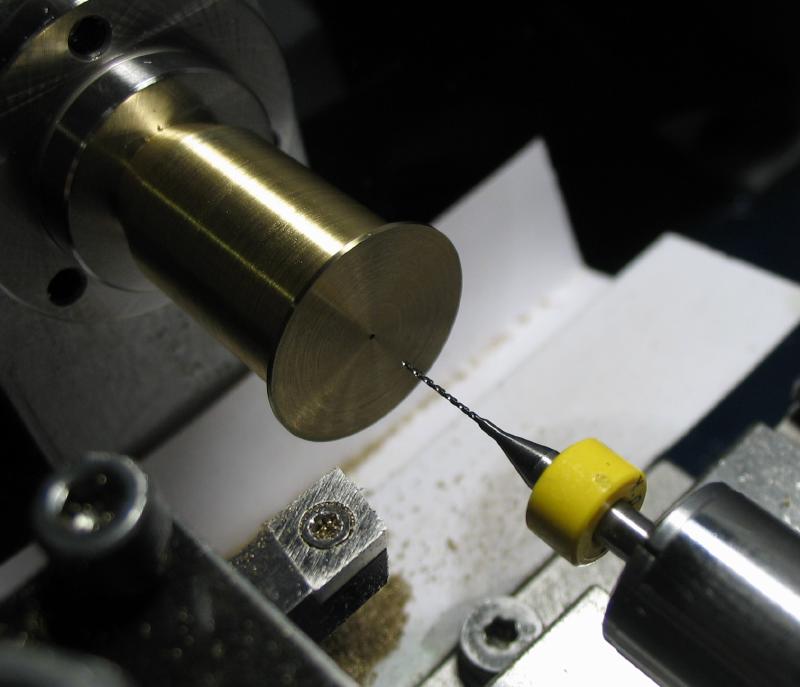
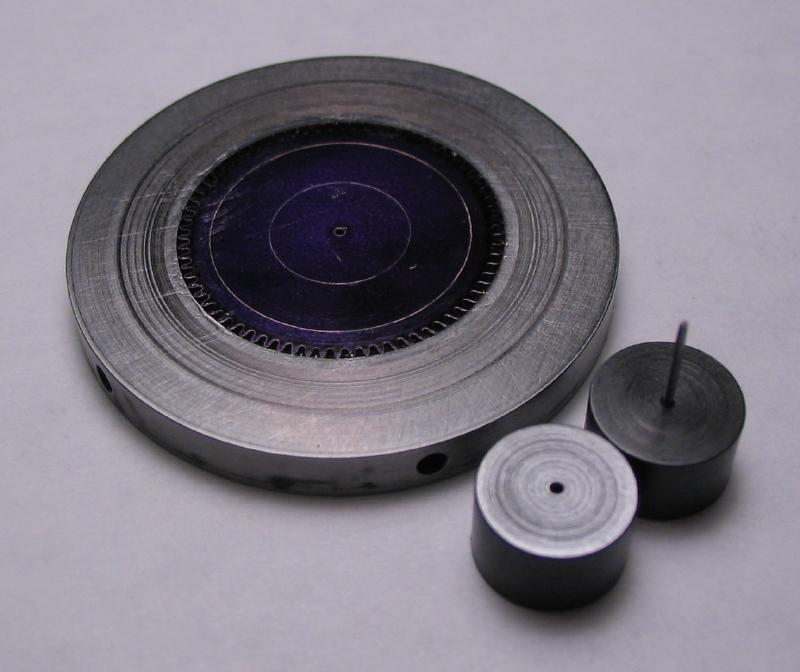
A cement chuck was made from 5/8" brass rod with this task in mind, but it's construction is described on the cement chuck page. The chuck was installed in the headstock and the end faced, drilled with a small drill just for clearance, a then grooves turned into the face about 1mm apart. "Super" glue was applied to the face and the disc then pressed into place using the tailstock to center the work and apply pressure while the glue cured. The blank was turned to about 18.875mm, faced to a thickness still slightly over 0.5mm, and then drilled 0.5mm.

|
|
|
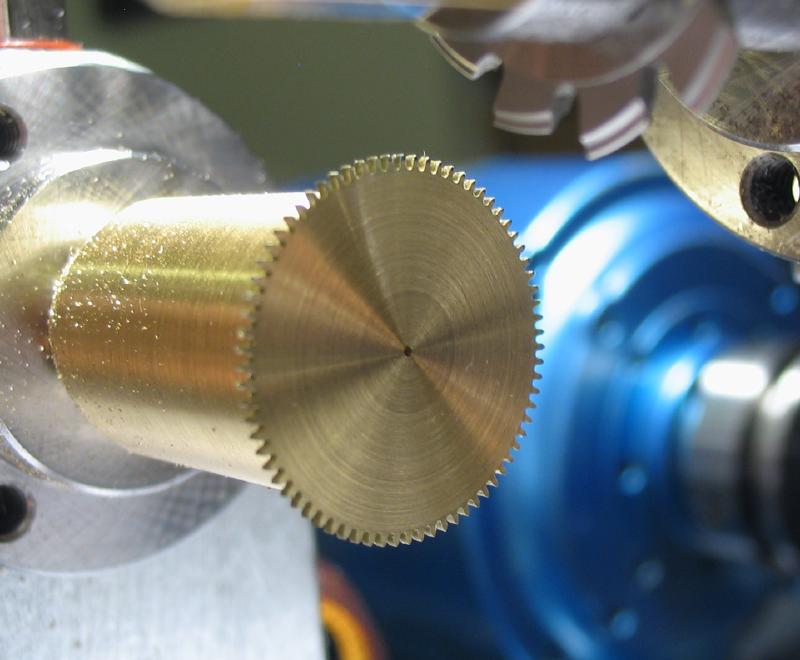
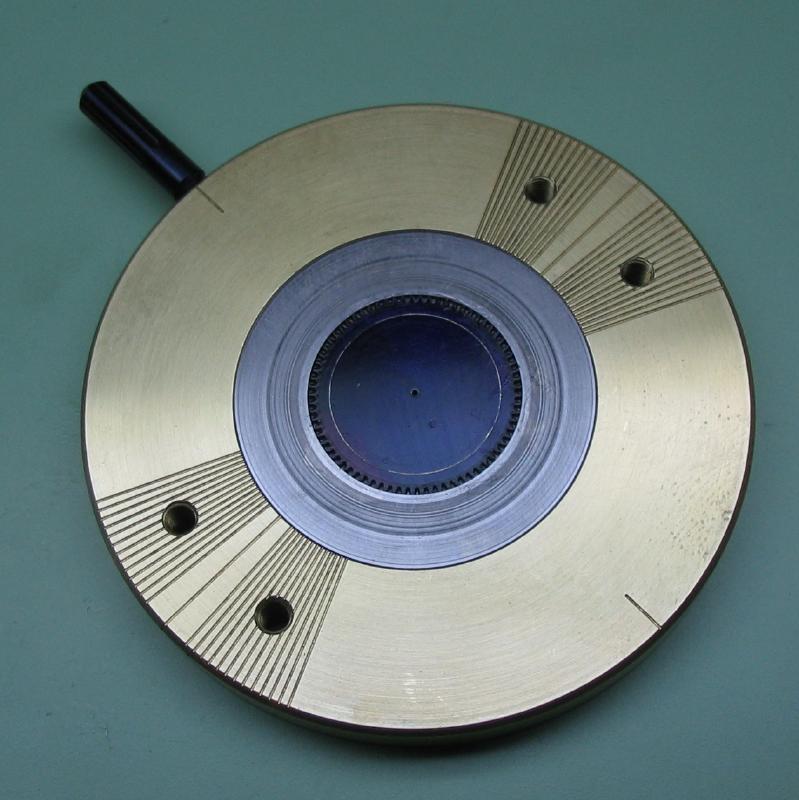
The 73-position dividing plate was installed on the headstock and the detent locked into a hole for milling the first tooth space.
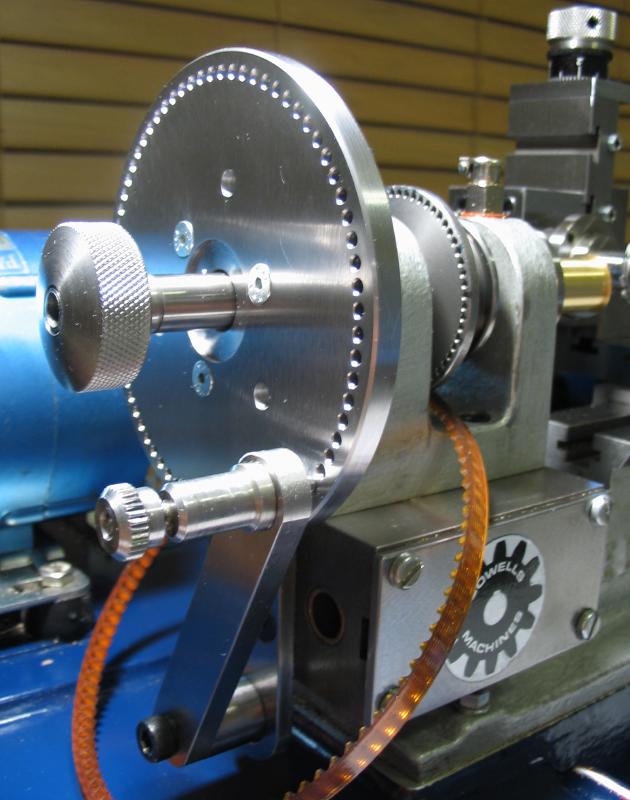
A P.P. Thornton round bottom wheel cutter was used to mill the tooth spaces. It is a 0.25 module cutter, so for 73 teeth the full diameter of the blank needs to be (73+2.5)0.25 = 18.875mm. The blank was turned as close as I could measure to this and the edge colored blue with a Sharpie. Two adjacent tooth spaces were cut, lowering the cutter a little with each pass until only a thin blue line can be seen at the tooth tip. The remaining 71 spaces were then cut at this full depth.

|
|
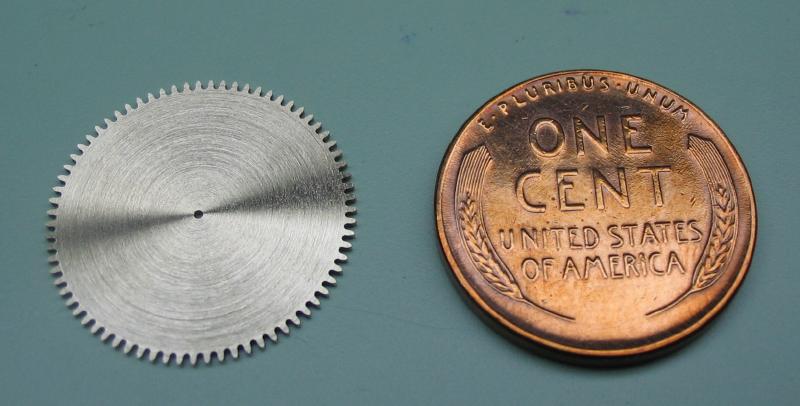
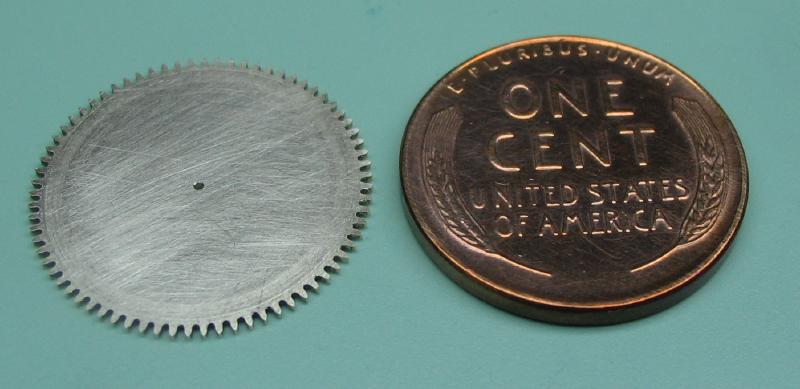
The cutter leaves a bur on the exit side. I used this Tam O' Shanter stone primarily to debur the wheel, but scrubbed the surface a bit as well. Although I picked this stone up quite a while ago, it was my first attempt to use it since they appear to be irreplaceable. It was applied with liberal use of water, and the sort of finish it leaves can be seen in the photos.

|
|
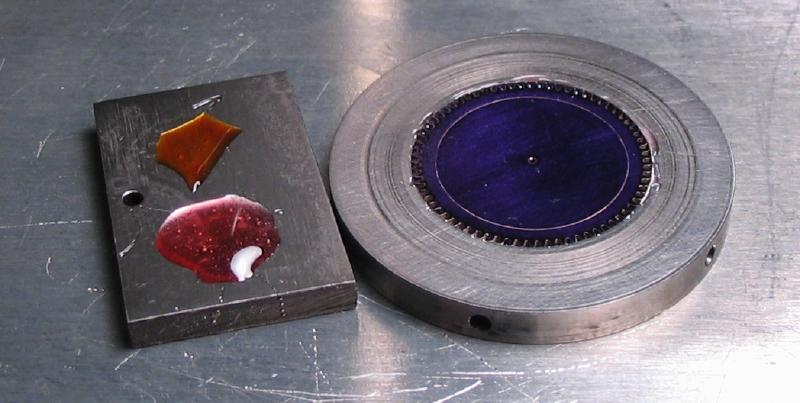
A work-holder and filing guide insert for the crossing jig was made to fit the wheel. The details of making this holder can be found on the wheel crossing jig page. The wheel was coated in Dykem blue and inverted into the holder to scribe the rim diameter onto the wheel. The wheel was then cemented into the holder using shellac.

|
|
|
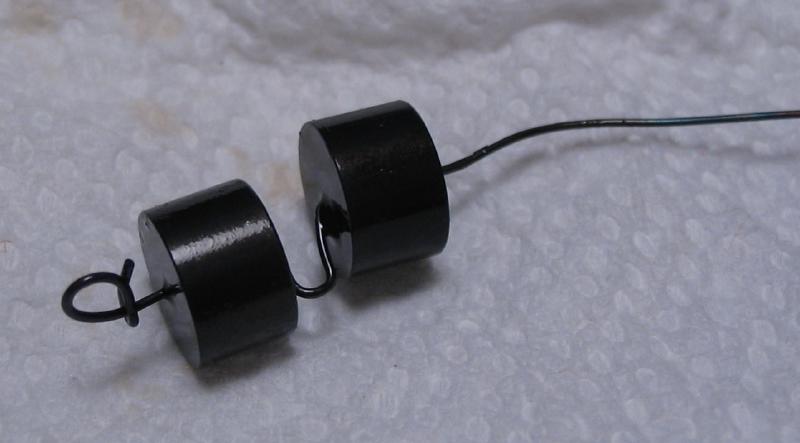
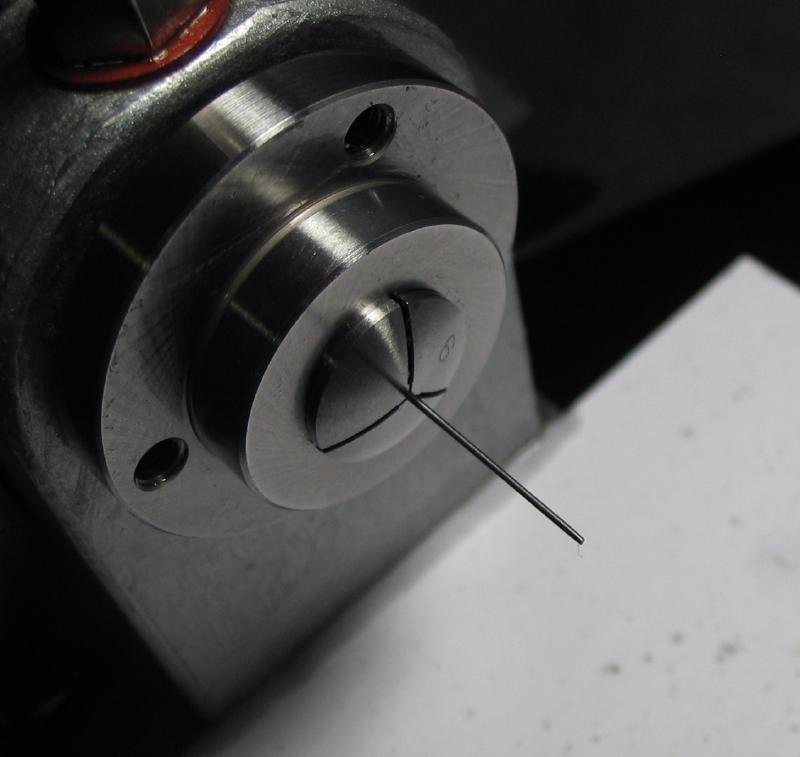
A filing guide for the center hub was made from 8mm drill rod. The short lengths of rod were sawed off, faced, and drilled 0.5mm. They were hardened and a center pin made from blued steel wire (i.e., "pivot" wire). The wire was about 0.55mm diameter, so it was smoothed with emery paper while turned on the lathe. The wire is quite hard, so it was parted off with an abrasive disc in the Foredom tool and holding with a pin vise.

|
|
|

|
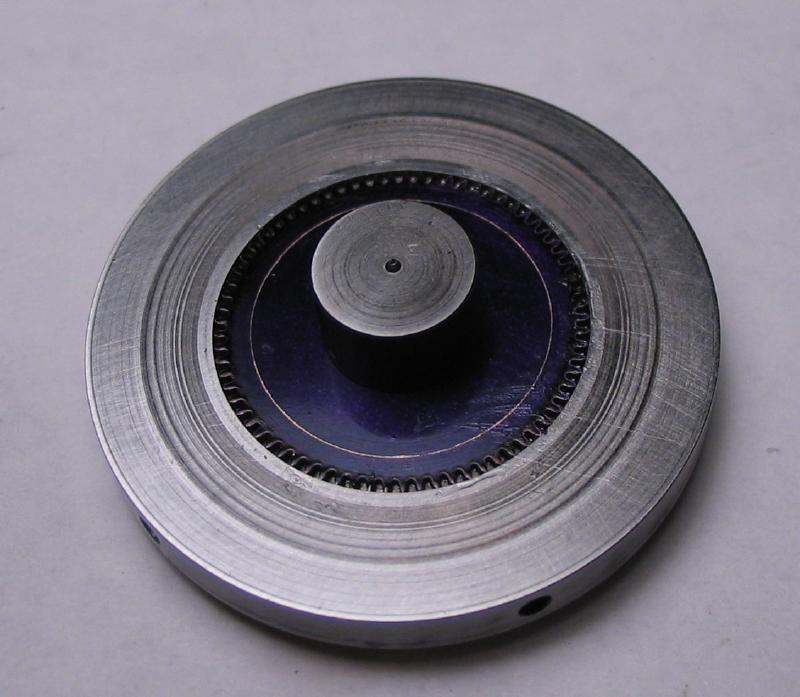
The hub guide was used to scribe its diameter onto the wheel.
|
|
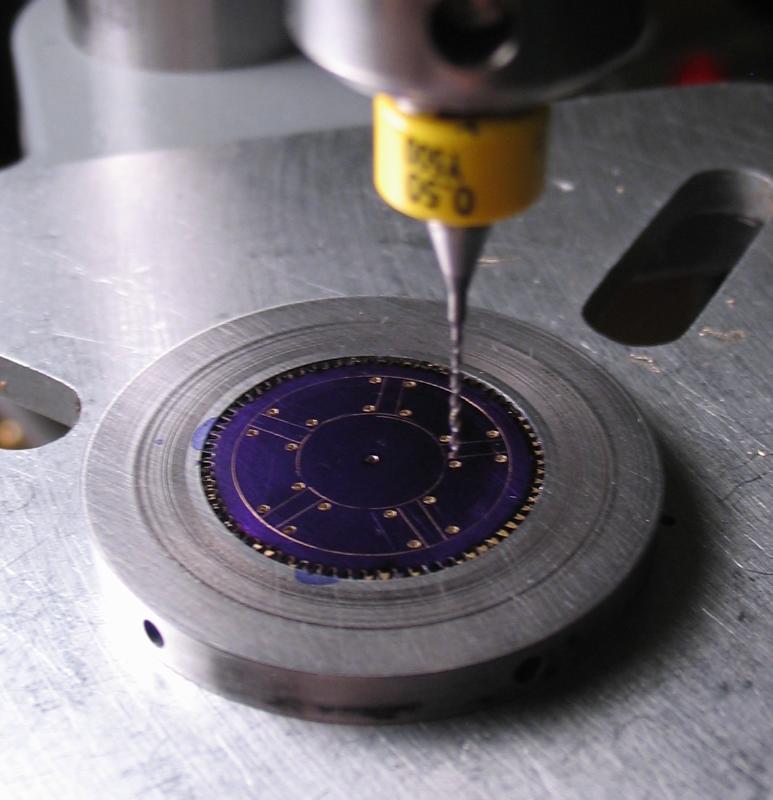
The jig was assembled and locked into one position. The straight edge was setup on the jig to provide the shape spoke desired and the angular graduations noted. One side of each spoke is scribed and the straight edge flipped and set to same angle in the mirror image.

|

|
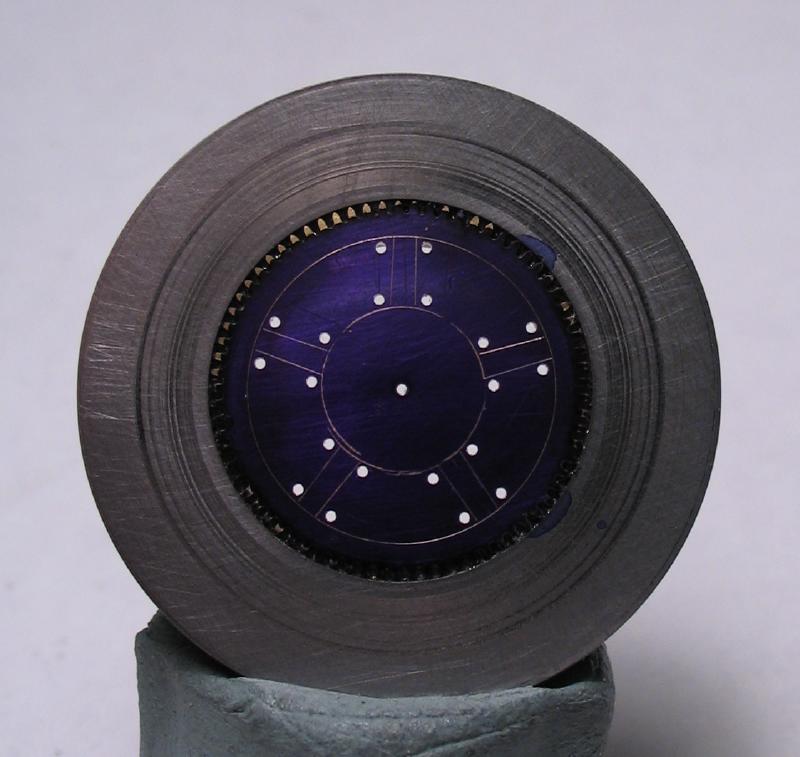
Each section was drilled 0.5mm in the corners to provide a relief area for changing directions with the saw. I used a #8/0 blade, which is threaded into a hole and the section sawed out. My sawing accuracy left much to be desired, but at least the cuts are within the scribed lines, so just some extra filing to do.
|
|

|

|
