
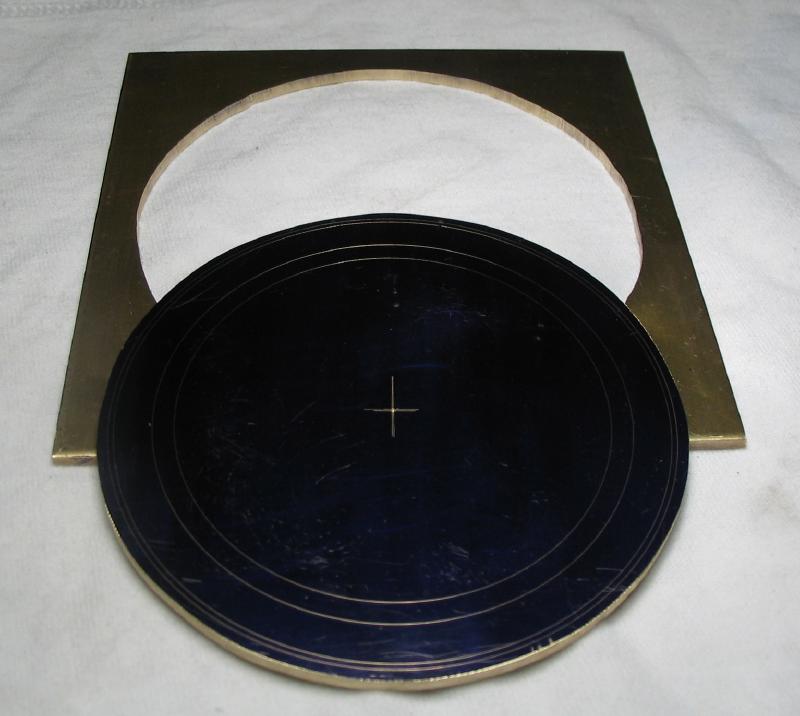
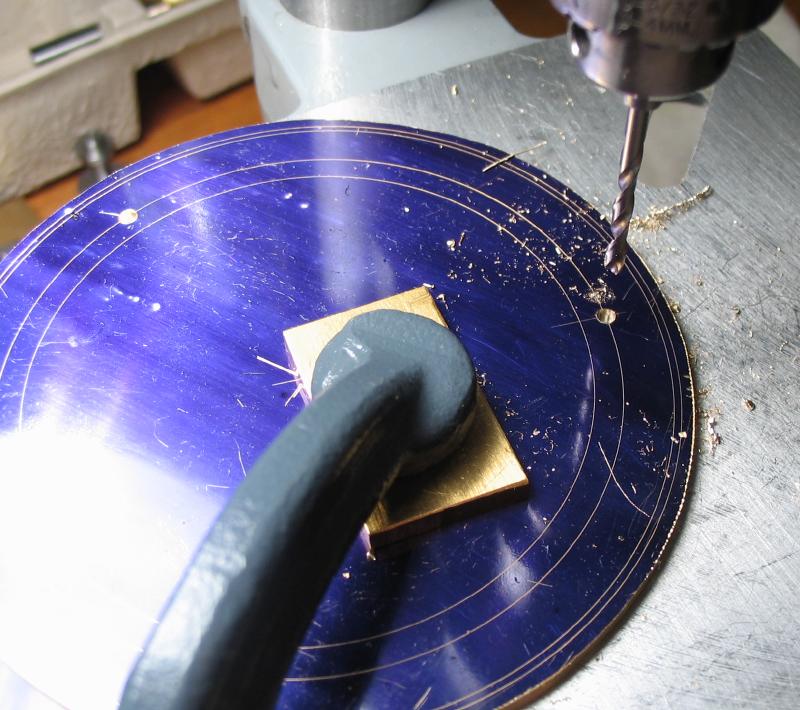
The maintaining ratchet was started from 3/32" thick brass plate (free machining 360 type). The diameters of the wheel and for screw positions to attach the work to a wood faceplate were scribed and the work roughly sawed out with a jewelers saw. Three positions were marked out, 120 degrees apart, center punched and drilled #44. Although tempted to use a different size hole (i.e. screw), but one of these holes will be needed later.
|
|
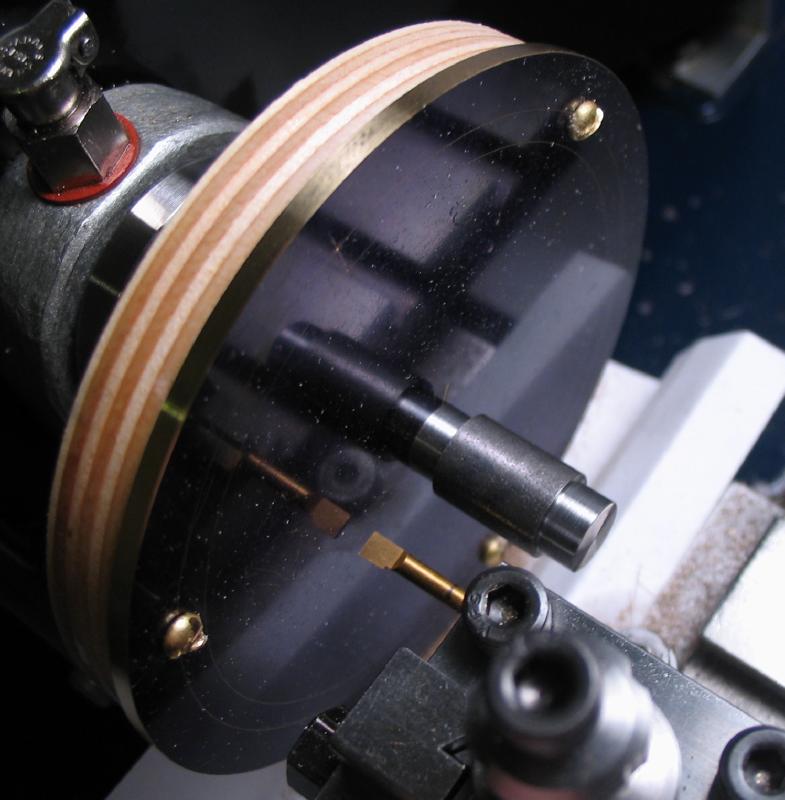
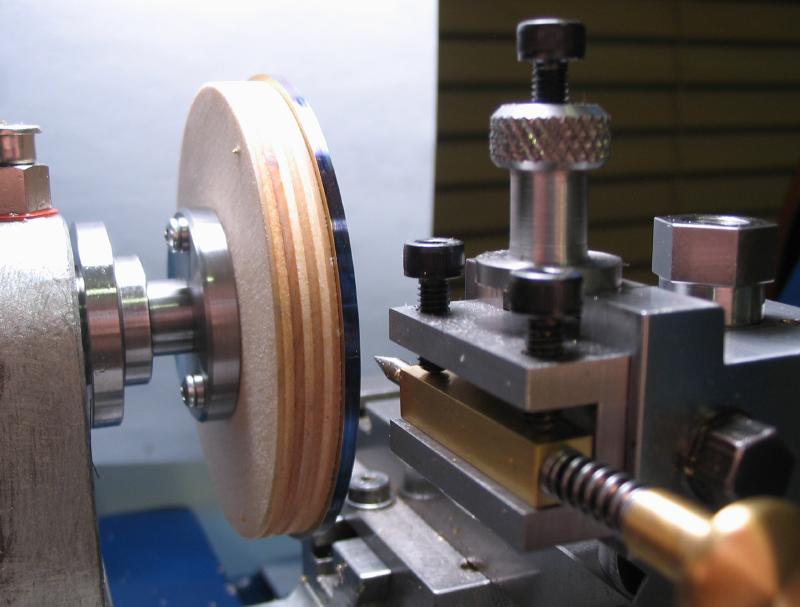
The wood faceplate was turned true and three pilot holes were drilled on the same radius and indexed 120 degrees. Three #4 brass wood screws were used to attach the wheel blank and checked with the tailstock center.

|

|
|
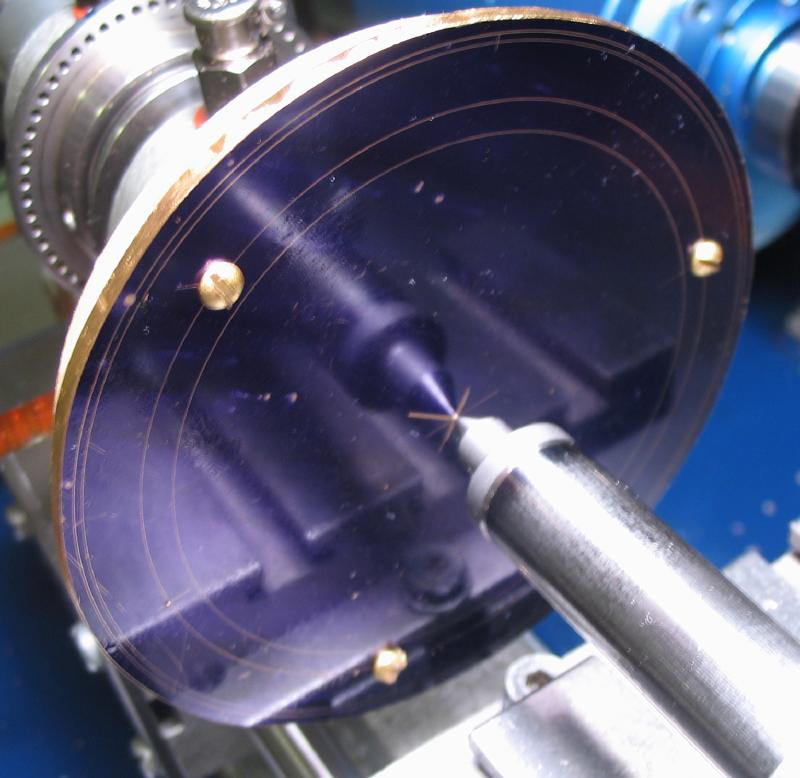
The blank was drilled and bored to be about 0.1mm under the barrel arbor diameter, and I had made a plug gauge from steel rod to test fit between the last few boring passes.

|
|
|
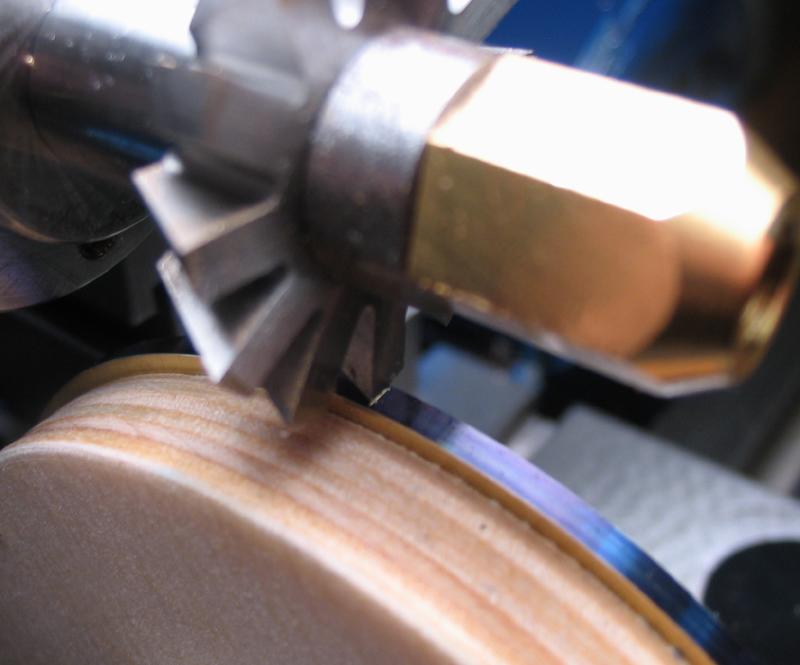
A 60 degree ratchet tooth cutter (PP Thornton) was used and Mr. Wilding recommends that it be offset 1/8" which keeps the angle of the tooth under 5 degrees. I found the equation in Perkins, i.e. the offset is equal to the tan of the tooth angle times the radius of the wheel. So, in this case, an offset of 1/8" ÷ 1-19/32" = tan 4.5°
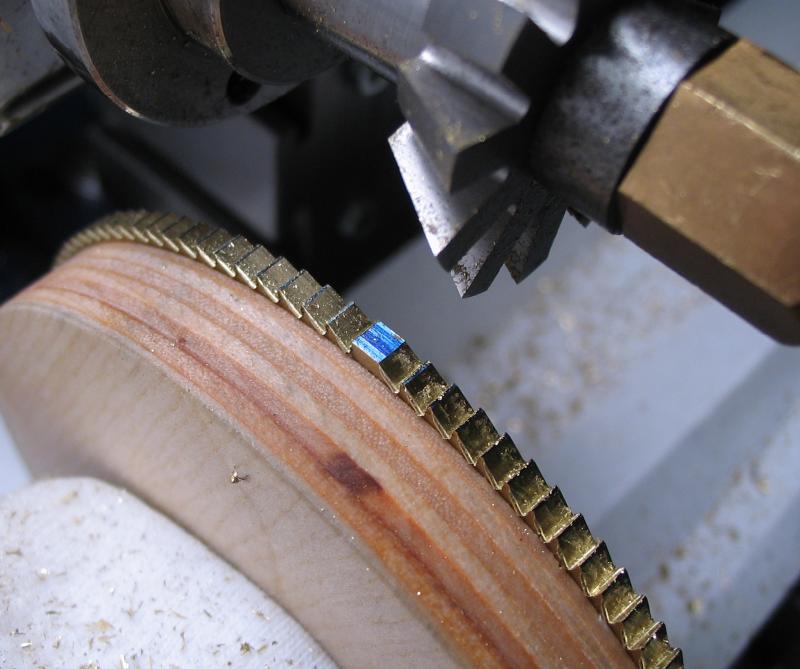
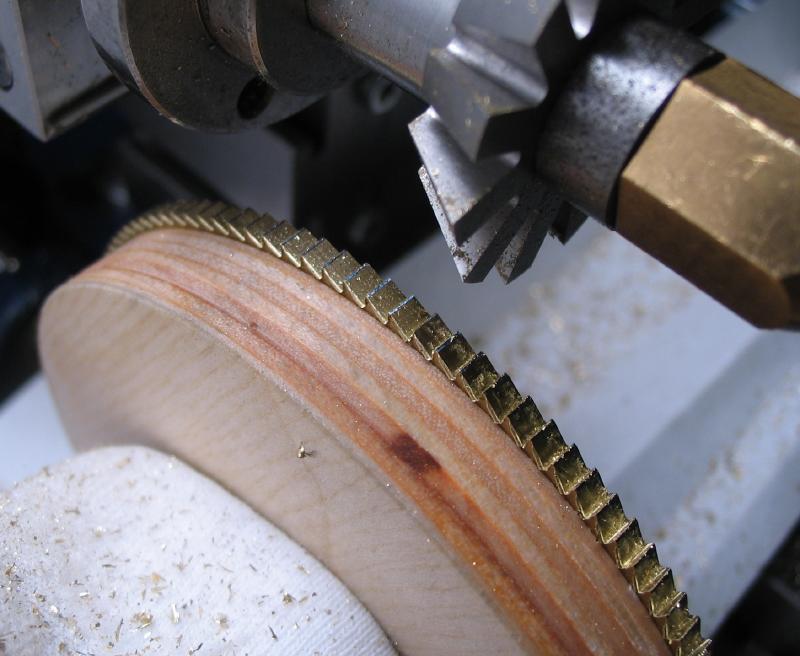
The cutter needed to be elevated to near maximum height. This required mounting the milling spindle in the top T-slot of the vertical slide and as a consequence could not be lowered sufficiently to set the offset with a micrometer. Instead, a scribe was set up on center height and a mark made on the edge with the headstock locked and then indexed 90 degrees to put it at 12 o'clock. The cutter was aligned with the mark before setting the offset with the cross and locking the jib screws. Two adjacent teeth were cut and the cutter lowered until a small tip remained and the other 118 spaces milled. After about an hour of milling, a photo before the last cut is shown, this is the moment were one discovers whether it is ruined or not.
|
|
|
|

|

|
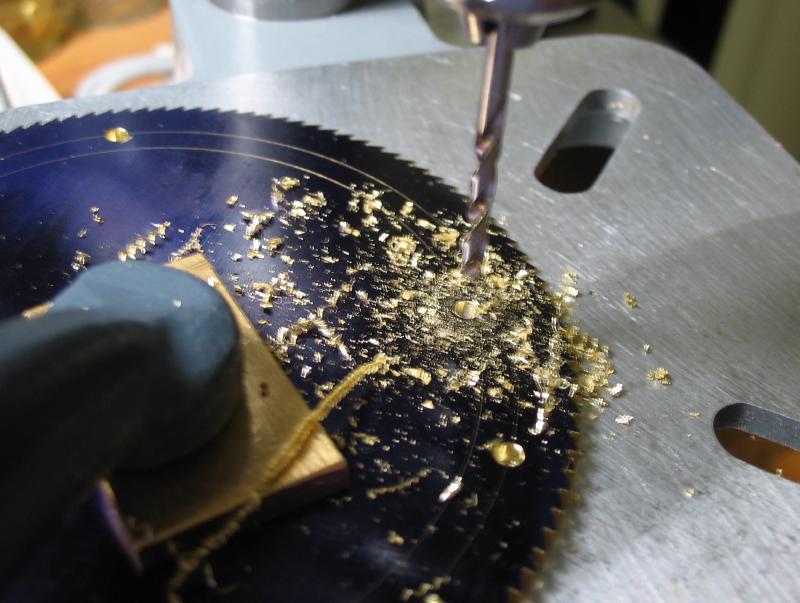
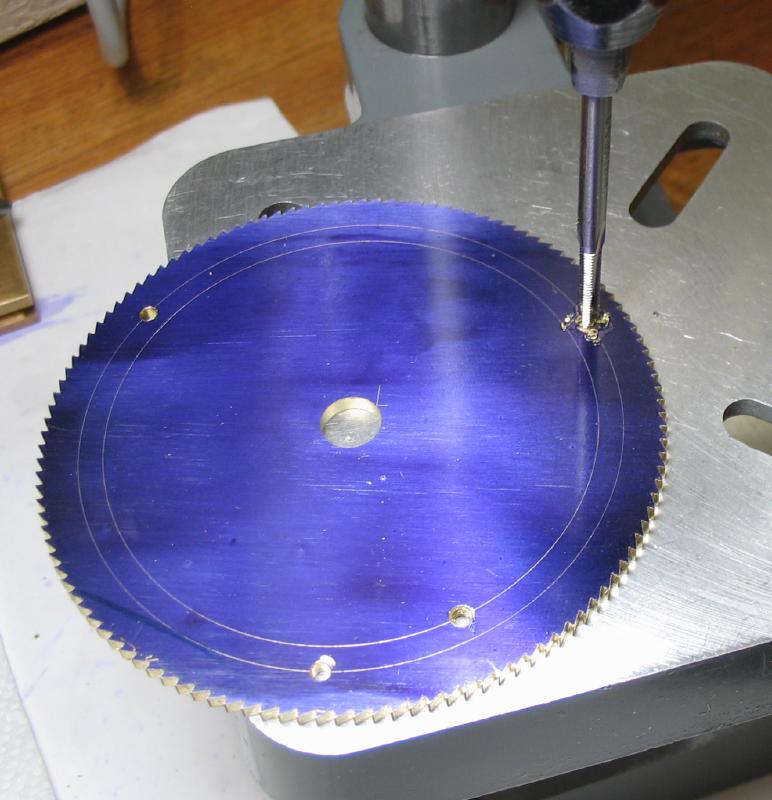
One of the mounting screw holes was chosen for tapping #6-40 and another location was drilled and tapped that is 90 degrees and a shorter radius away. These will be for securing pins later.
|
|
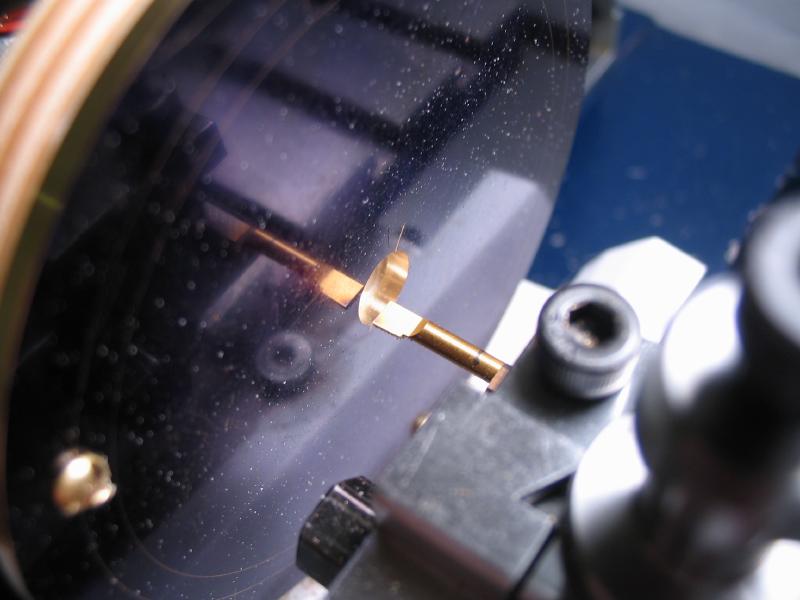
Roughly 1/4" diameter cutting and smoothing broaches. I took this opportunity to fit the broaches with handles turned from oak dowel and brass tubing.

