Wood faceplate chuck
A chuck for holding relatively large diameter wheel blanks is described here. It is short enough to swing the blank in the gap of the Cowells lathe bed. It is similar to the cement chuck , but the blank is screwed to a sacrificial wood surface instead of with adhesive. I am generally following John Wilding's method as found in "How to make an English regulator clock." In this text, the wood disc is attached to a spare 'backplate' for a 3-jaw chuck and is threaded to fit the spindle nose of a Cowells 90ME. Instead, I am starting with a collet-shank type of chuck to fit in the 90CW spindle and the end machined to roughly match the dimensions of the nose of the 90CW spindle. These latter dimensions were left slightly oversize, since it does not need to match for this application, but could be useful in the future. The wood will be bored to fit, so any dimension will work.
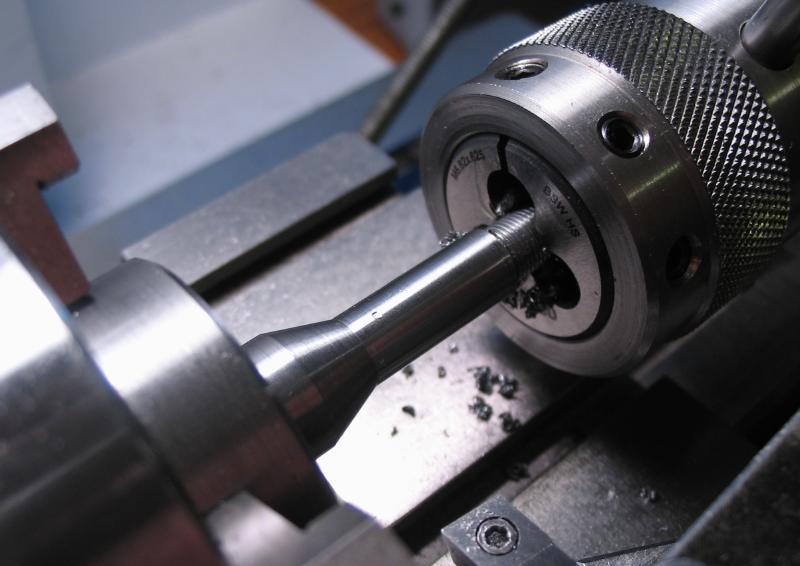
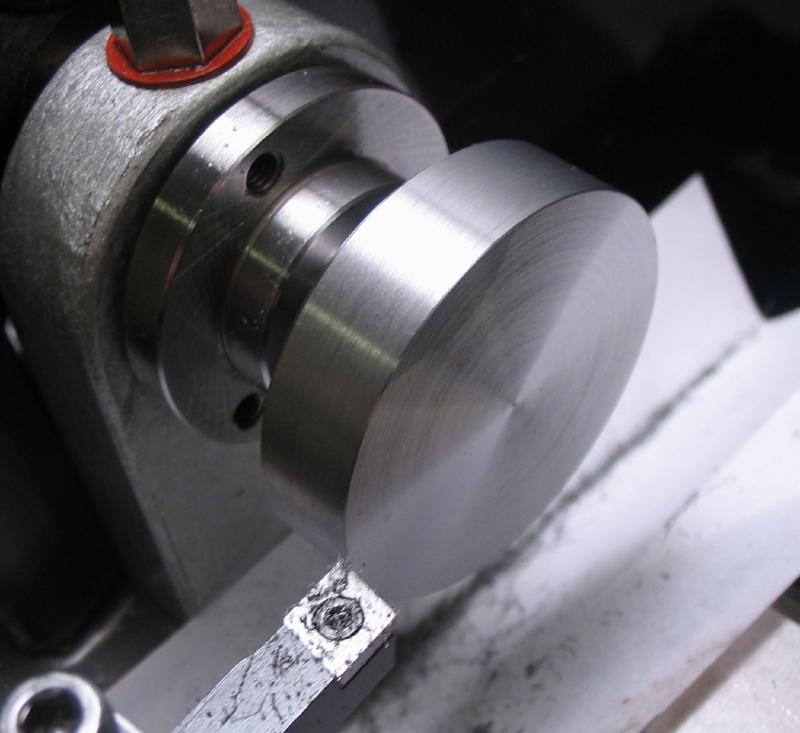
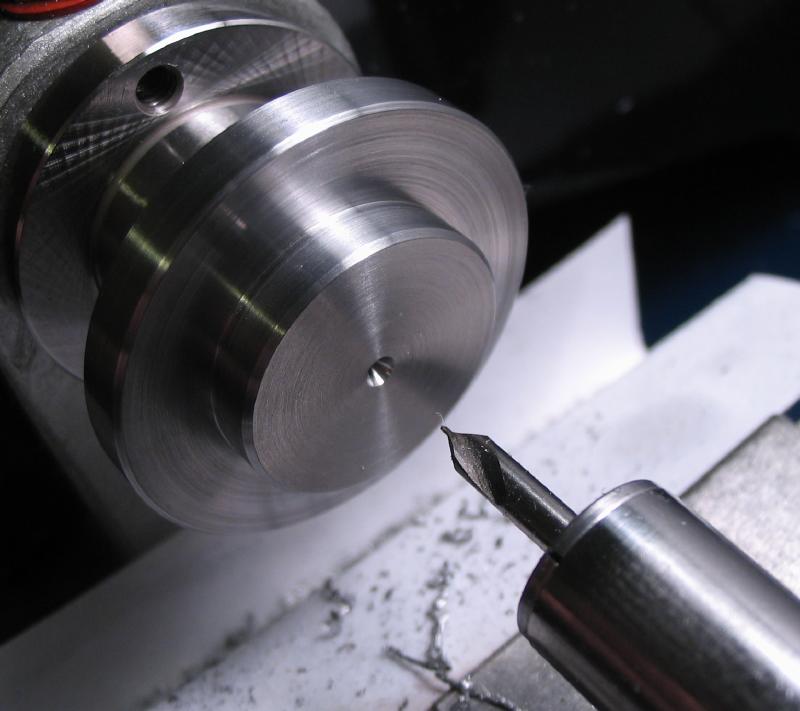
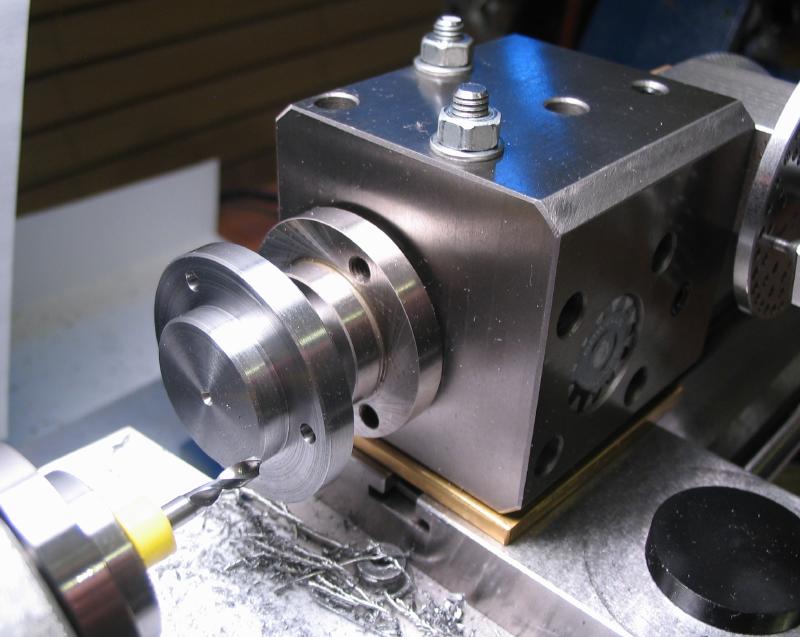
The work was started from 1.5" cold roll steel (12L14). The same steps used for other collet shanks, such as the link above, was repeated here. It was then mounted directly in the headstock with drawbar to turn the face, leaving a 22.5mm diameter and 5mm long boss, that was center drilled for reference. After moving the work to the dividing head, three holes were drilled to pass #4 screws.

|
|

|
|

|
|
|

|
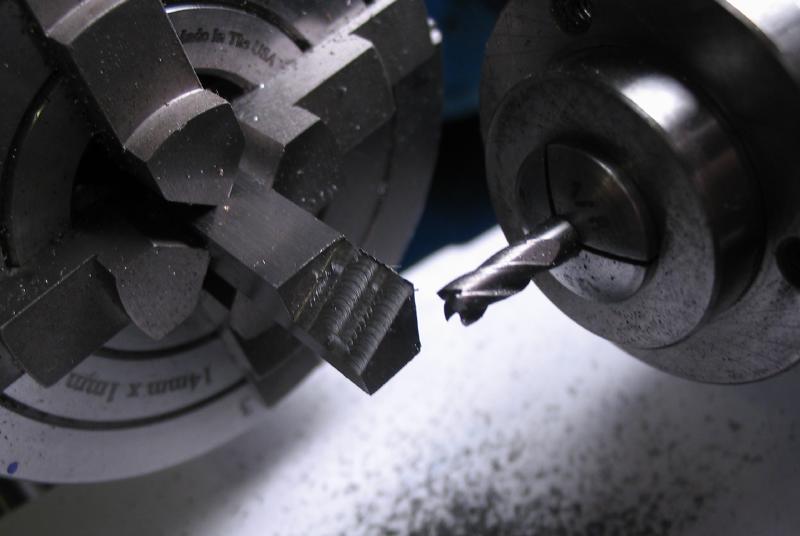
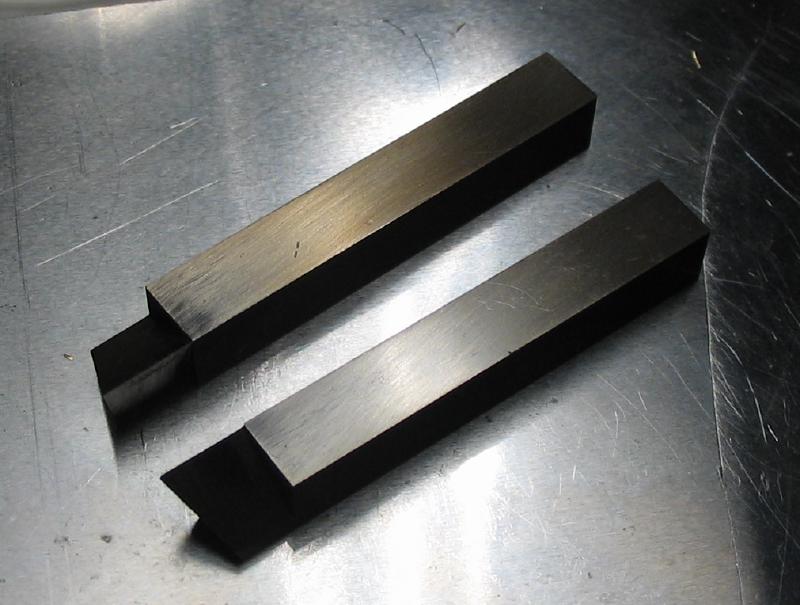
Mr. Wilding recommends special tools for turning wood made from silver steel. Shown below is an attempt to make a similar set. They are left and right hand cutting, the cutting edges have very acute relief angles. This was carried out on the lathe using the 4-jaw chuck to index short lengths of 1/4" square oil-hardening tool steel. The front face was milled by setting up on the vertical slide with adjustable plate and holding the work at an angle in the vise as well.
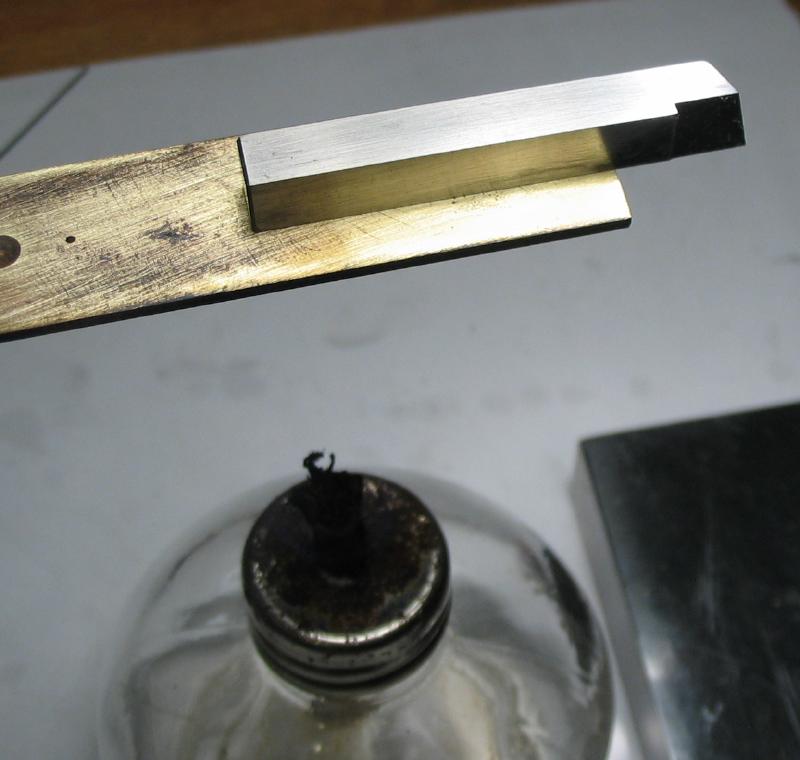
The burs were removed and the bit enclosed in stainless steel foil with a small piece of paper wrapped around the sharp tip. The top roll was used to hang the wire handle, and heated to bright red and quenched in oil. The surfaces were improved and the cutting faced smoothed with square India and Arkansas stone files. An attempt at tempering was carried out bu supporting the tool bit on a plank of brass and heating with an alcohol lamp from the rear of the tool, and discontinuing when the tool started to yellow, one was heated a little further than the other.

|
|

|

|
|
|
The wood for the faceplate was sawed from 3/8" x 3.5" birch plywood. A roughly 3" disc was cut out and pilot holes drilled for attaching the disc to the lathe faceplate with #8 screws (happen to have this size). Matching washers were made for the wood screws and for three #4 sheet metal screws (wood screws would be better, but these should do).

|

|


|

|

|
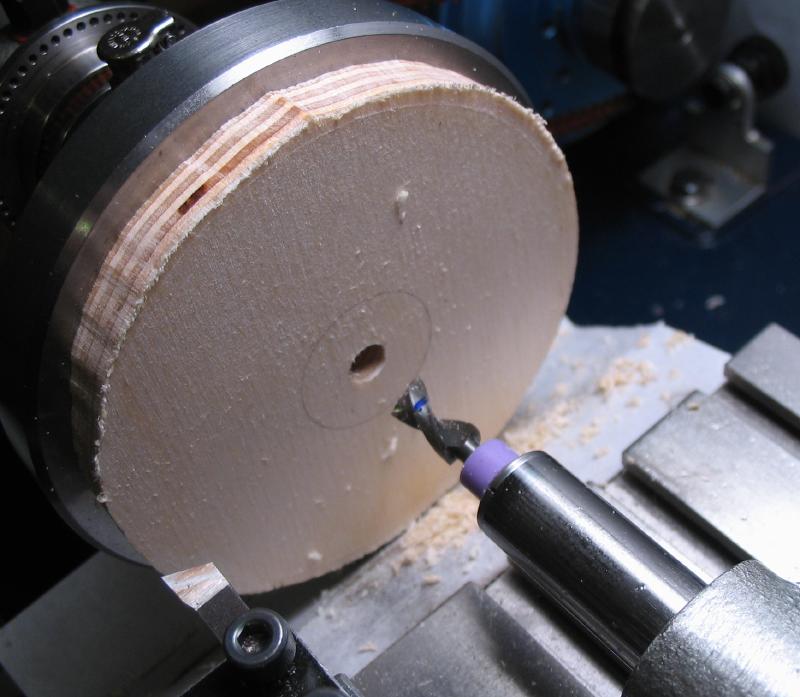
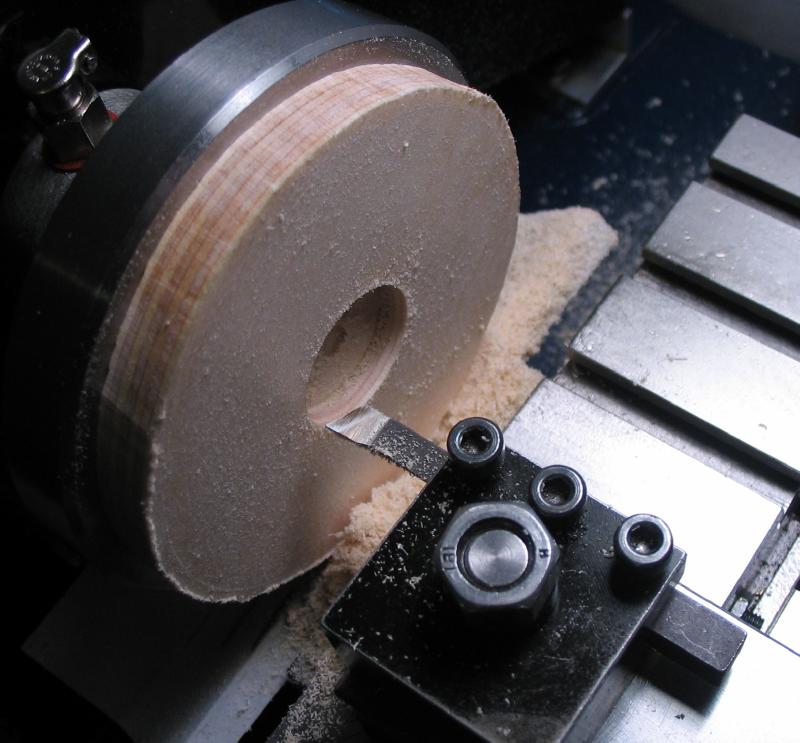
The disc was roughly centered and the screws tightened. A center hole was drilled and a boring bar used to enlarge the hole to fit the adapter made above. The adapter acts as an excellent gauge for finding the best fit.
|
|

|
Pencil marks were made through the adapter's screw holes and pilot drilled for the screws.

|

|
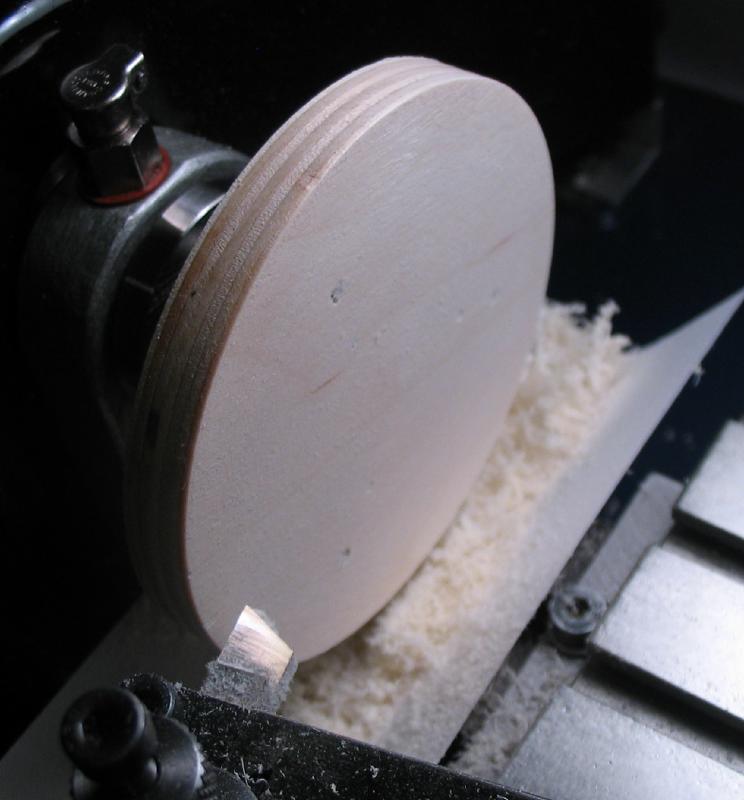
The work was mounted in the headstock and the diameter and face turned true using the tool bits made above.

|
|
This faceplate was made for cutting clock wheels, specifically the maintaining ratchet in which the work is attached with wood screws. Some photos of the faceplate after cutting the ratchet teeth are shown below.

|

|

|
