
Cement Chucks (a.k.a. shellac or wax chucks, etc.)
A type of work holder that uses adhesive instead of jaws or clamps is shown below and are described on other pages (e.g. these are the same photos on the "other lathe-related stuff" page. The set on the left was purchased second-hand, and does not have a maker's mark, but is likely somewhat recent vintage since it appears to have a B8 dimension collet-style shank and the threaded hole for the brass arbors is metric (M5x0.8). The work-holders can be easily made to the desired diameter and length from short lengths of brass rod. A collection of these arbors is shown on the right. They are reusable or modified as needed until exhausted. The principal of their use is that a trued and flat surface is provided onto which work can be adhered for then turning on the lathe. The grooves in the face of the arbors is where the adhesive ultimately resides; ideally, after applying adhesive to the chuck face, the flat face of the work is pressed into contact which drives the adhesive away except for in the grooves and thereby provide a fairly true-running setup.

|

|
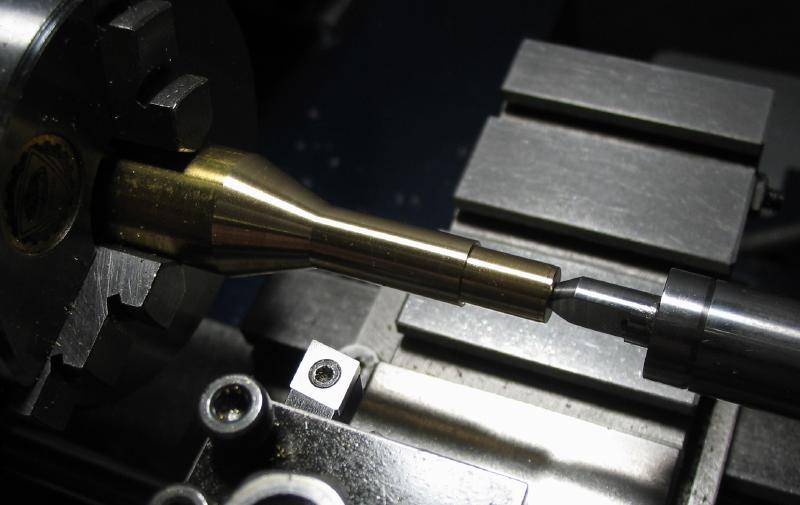
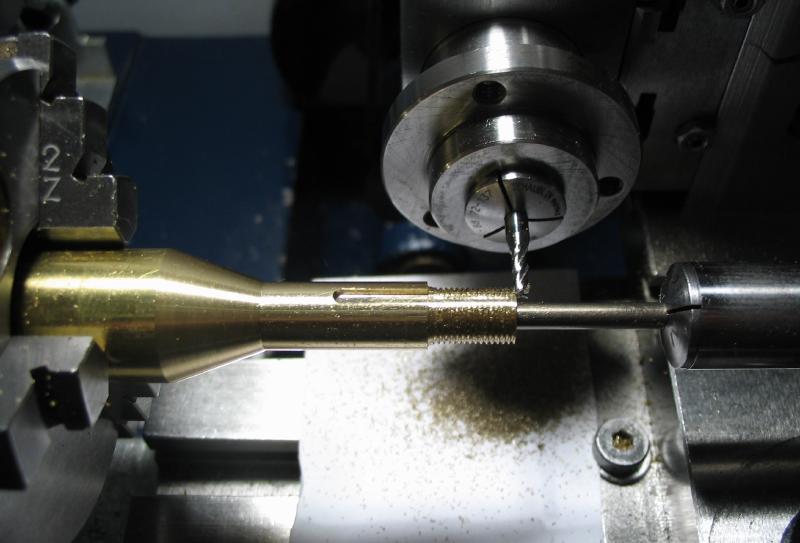
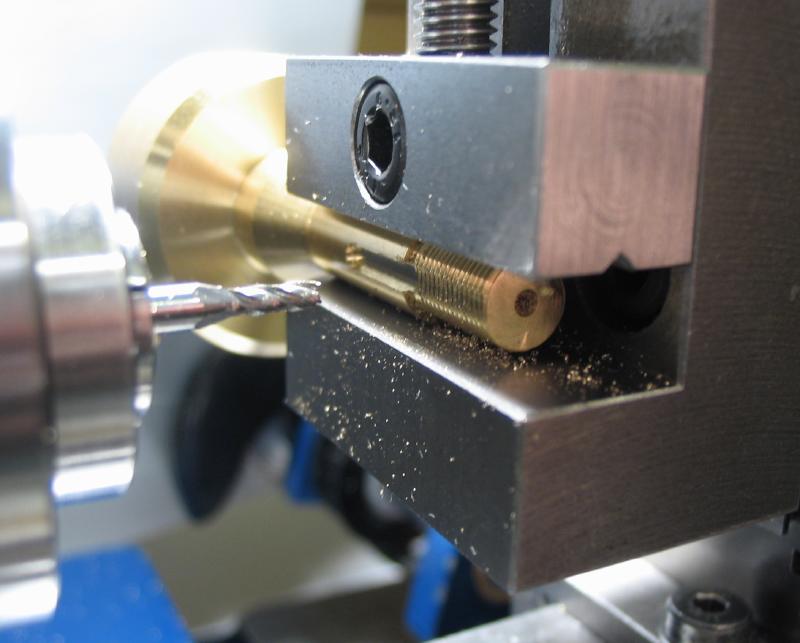
If willing to invest a few centimeters more brass rod and a bit more time, the brass can be machined to have it own collet-style shank. There's not much advantage to this except for larger sized chucks where the one-piece construction should provide some extra rigidity. Machining the collet-shank is the most difficult step of this project, and the steps are summarized below. This first chuck was made from 5/8" brass rod, and was made with a wheel cutting project in mind. The rod is center drilled for tailstock support and the dimensions of a collet shank turned. The threads were cut with a custom die, and the key way milled while still mounted in the headstock using the milling spindle.
|
|

|
|

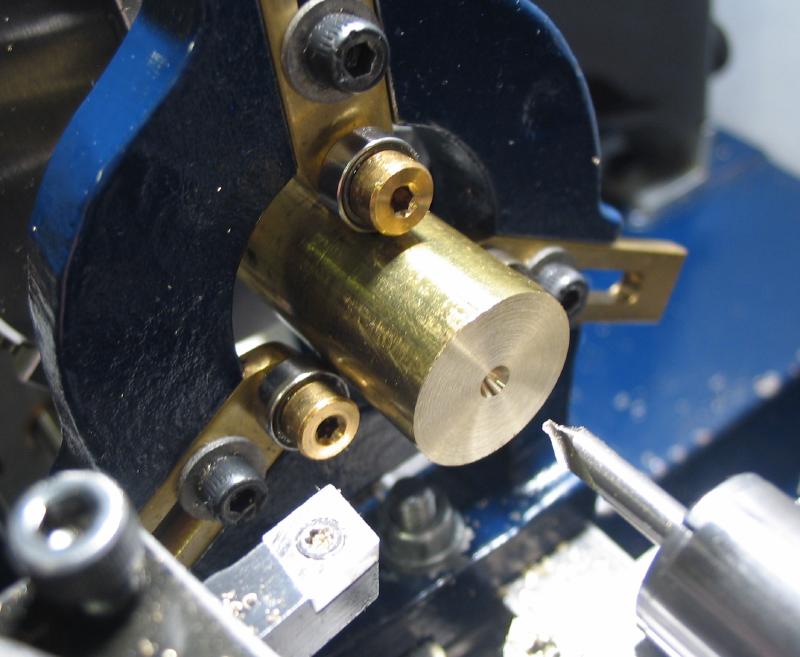
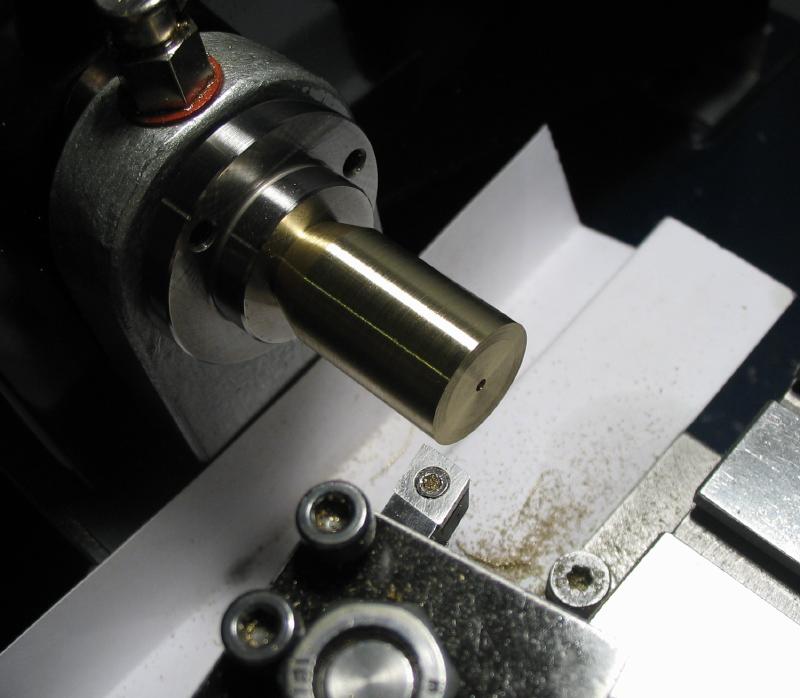
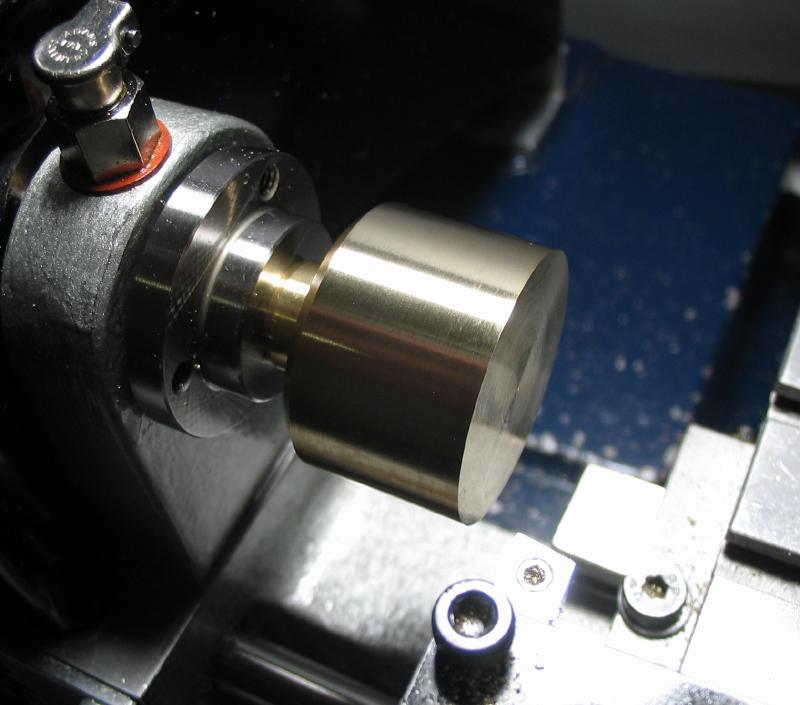
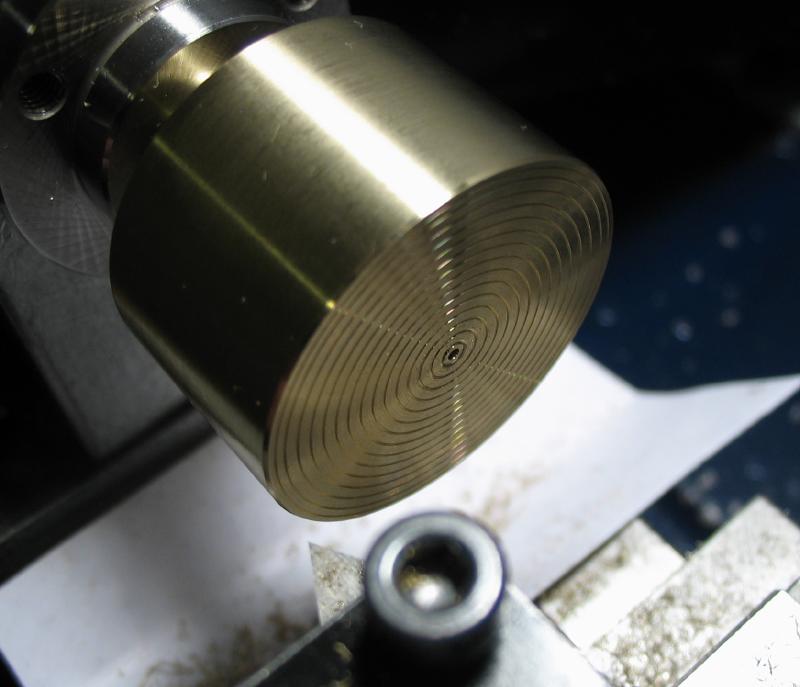
The work can then be mounted directly in the headstock and turned true. The end was faced, drilled, and then grooves turned using a 60 degree threading tool. The geometry of the tool is not quite right for this, but the shallow cut (about 0.2mm) in free machining brass is very forgiving, and the exact shape of the groove is not critical.
|

|

A jumbo sized version was made from 1.25" brass rod. The process is the same, although quite a bit more turning is involved in producing the collet shank and needed to be mounted in the vise to mill the key way. It was finished in the same manner, although a few more grooves, of course.

|

|

|
|
|
|

A cement chuck of suitable for holding a clock size wheel was made from a short length of aluminum round stock (6061). The B8 shank is provided by an adapter that was made for a wood faceplate, which is used in a manner similar to the cement chuck but by attaching with screws. Three M3 socket head screws will be used to secure the disc to the adapter.

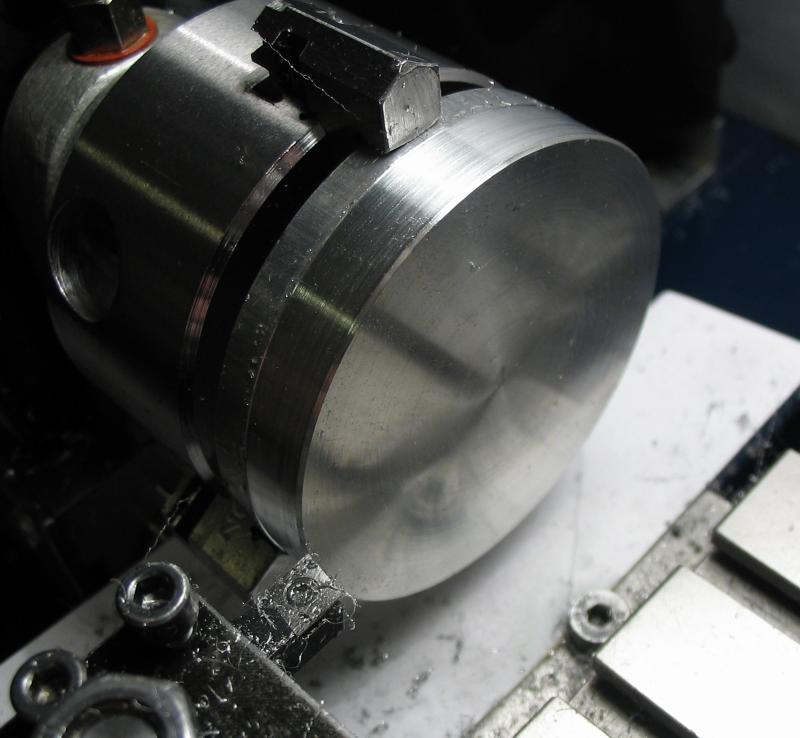
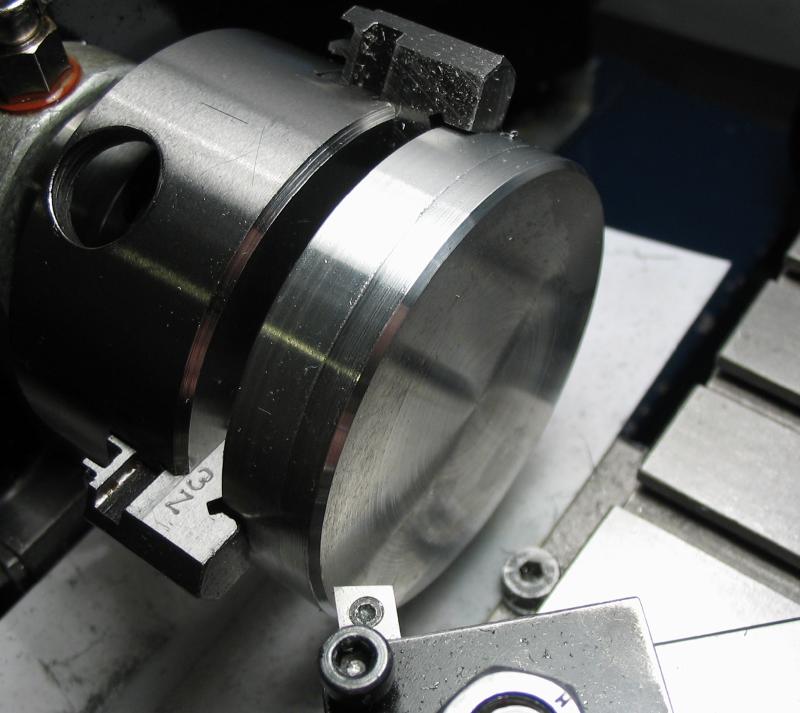
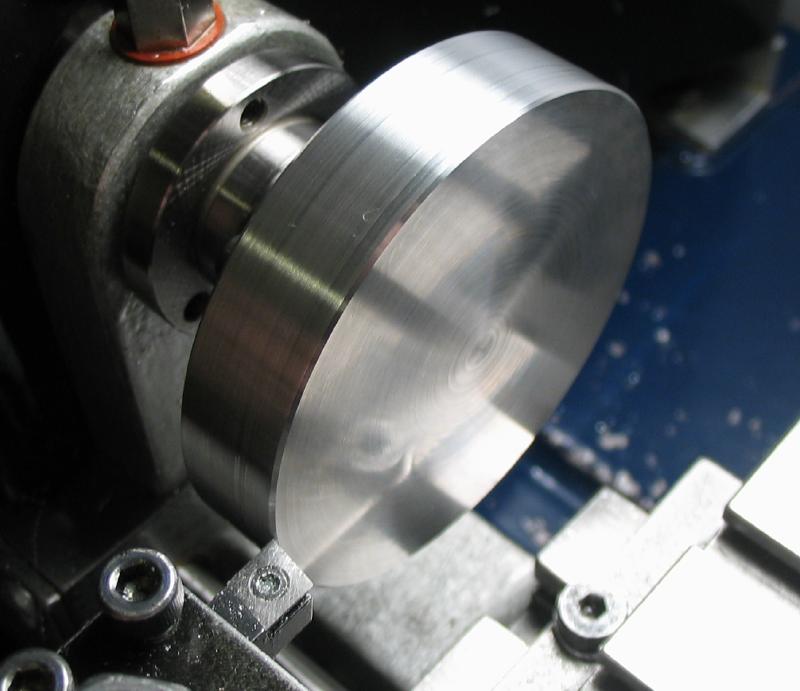
A section of 2.5" diameter aluminum was sawed off and mounted in the 3-jaw chuck to face and turn one end true. The work was reversed and given the same treatment as well as a generous chamfer.

|
|
|
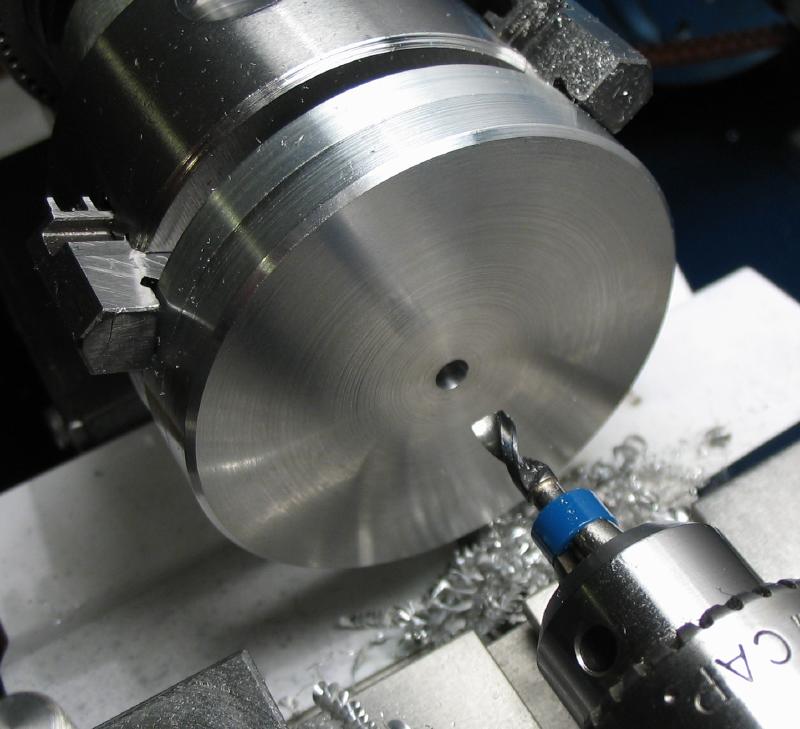
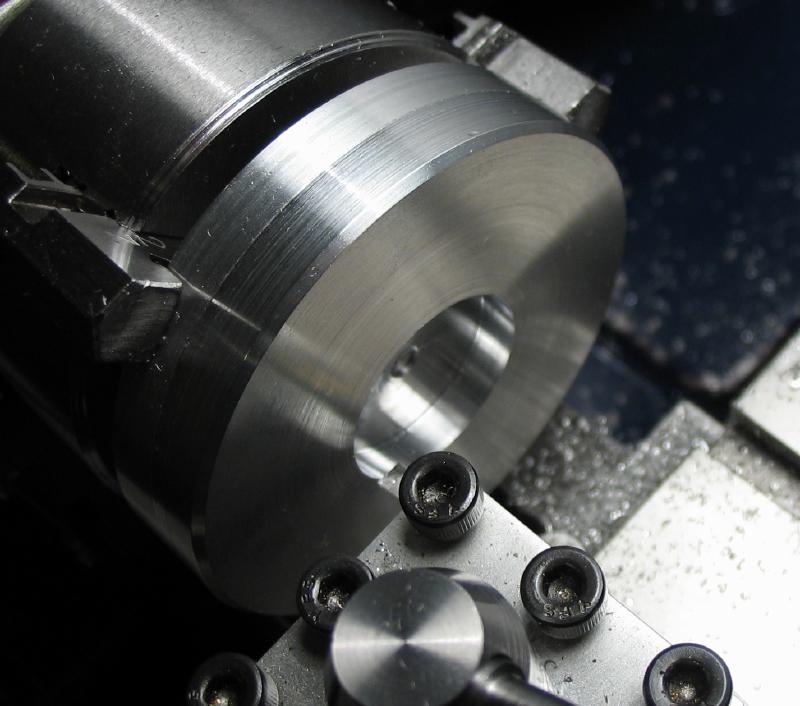
A starting hole was drilled to admit a boing bit. The hole was enlarged to fit the boss of the adapter and countersunk.
|
|

|
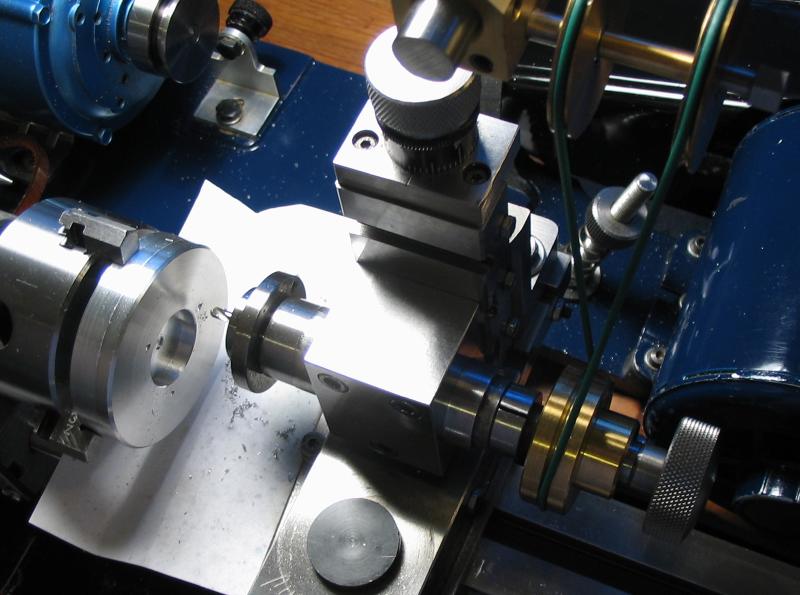
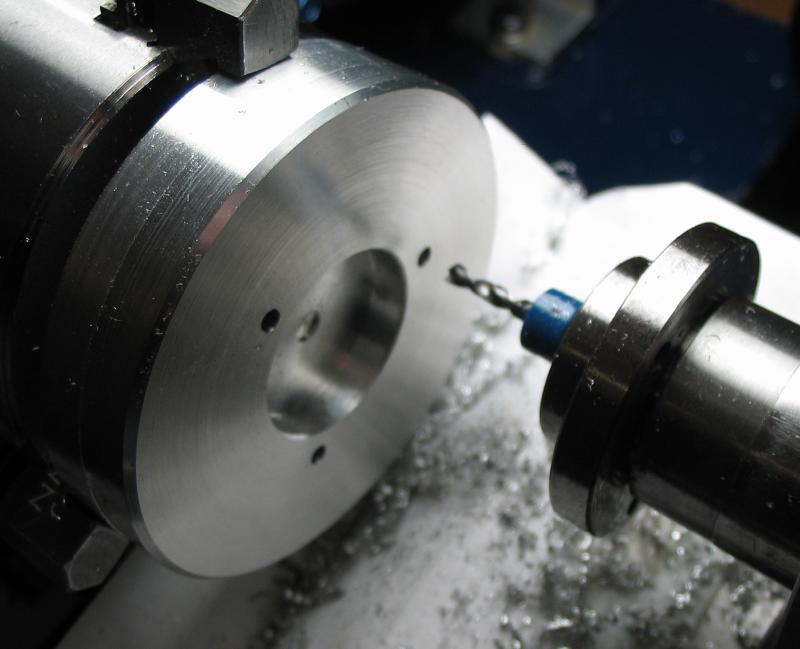
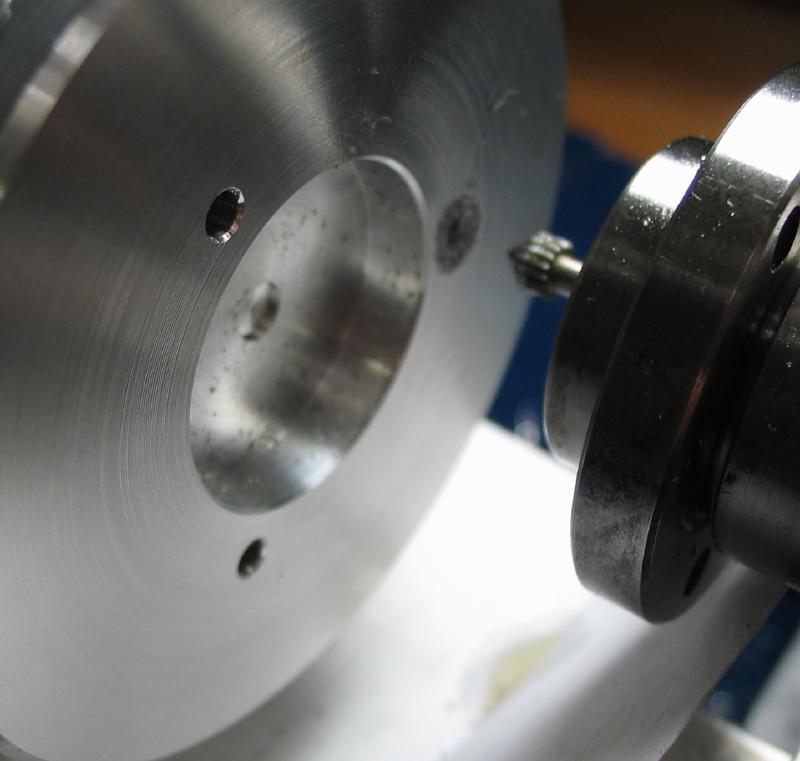
The auxiliary drive was setup with the spindle mounted for drilling and the three screw positions drilled and indexed with the headstock. The process was to spot drill all positions, and likewise drill, and countersink. The holes were tapped afterward at the drill press.
|
|
|

|
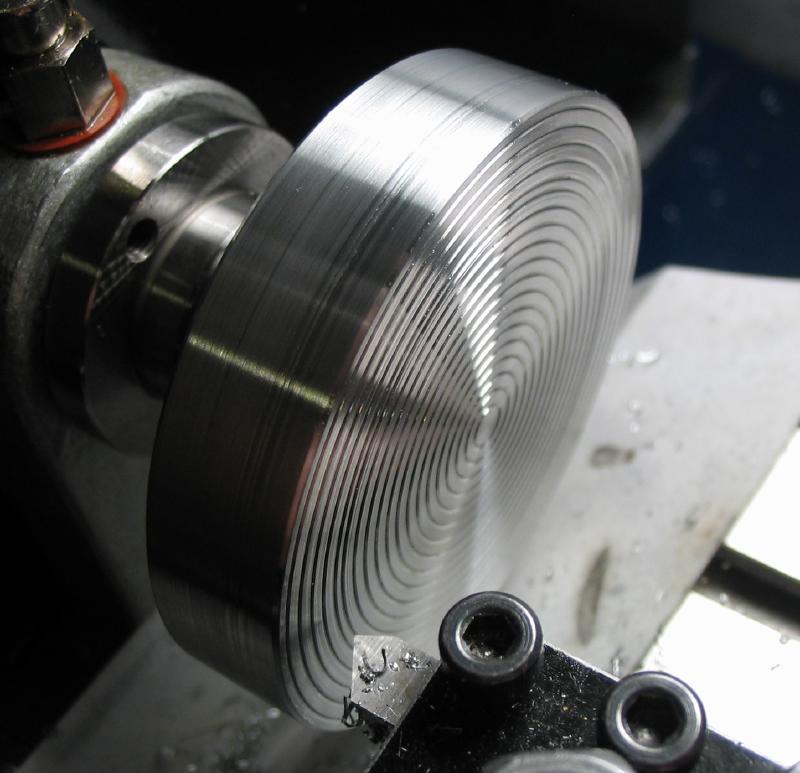
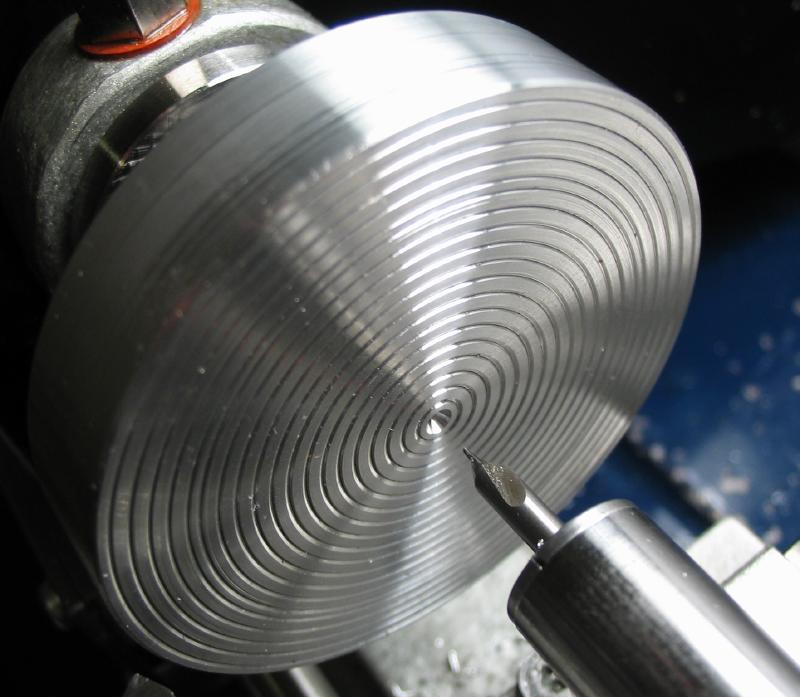
The disc is attached to adapter and mounted in the headstock for turning the face true and making grooves as above for adhesive. The grooves were placed about 1.5mm apart, although loosing count once or twice.
|
|
|

|

|
